2026-01-29
Contexte
SAVANT produit des sous-ensembles de communication pour équipements semi-conducteurs. Les changements de montages étaient fréquents et l’objectif était de réduire le temps de réglage tout en garantissant la répétabilité.
Enjeux
- Mix élevé / petites séries: nombreux changements de montage.
- Exigence de précision: repositionnement sans retouches.
- Sécurité: serrage stable même en cas de perte d’air/énergie.
- Vision automatisation: préparation à la robotisation et au FMS.
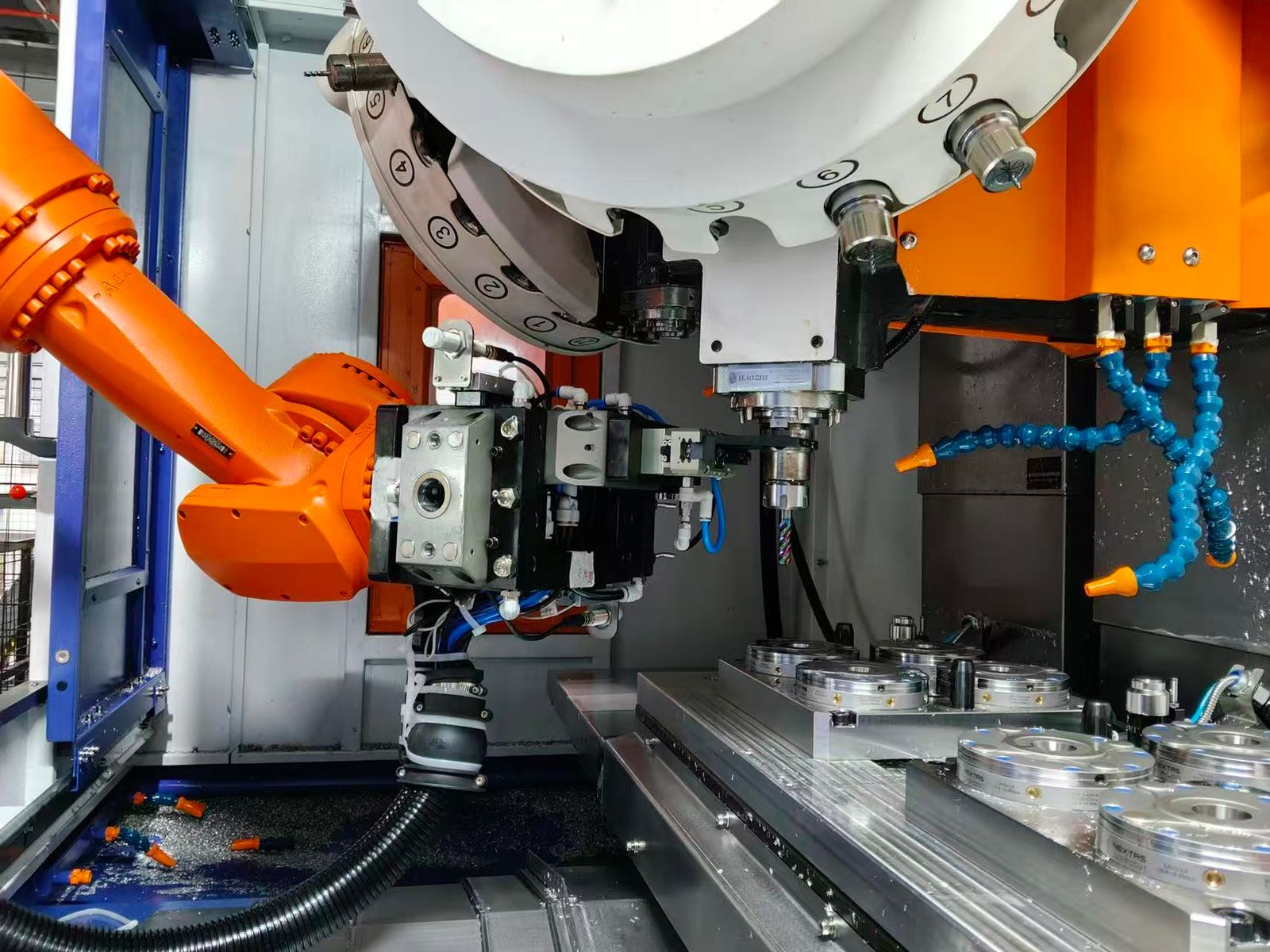
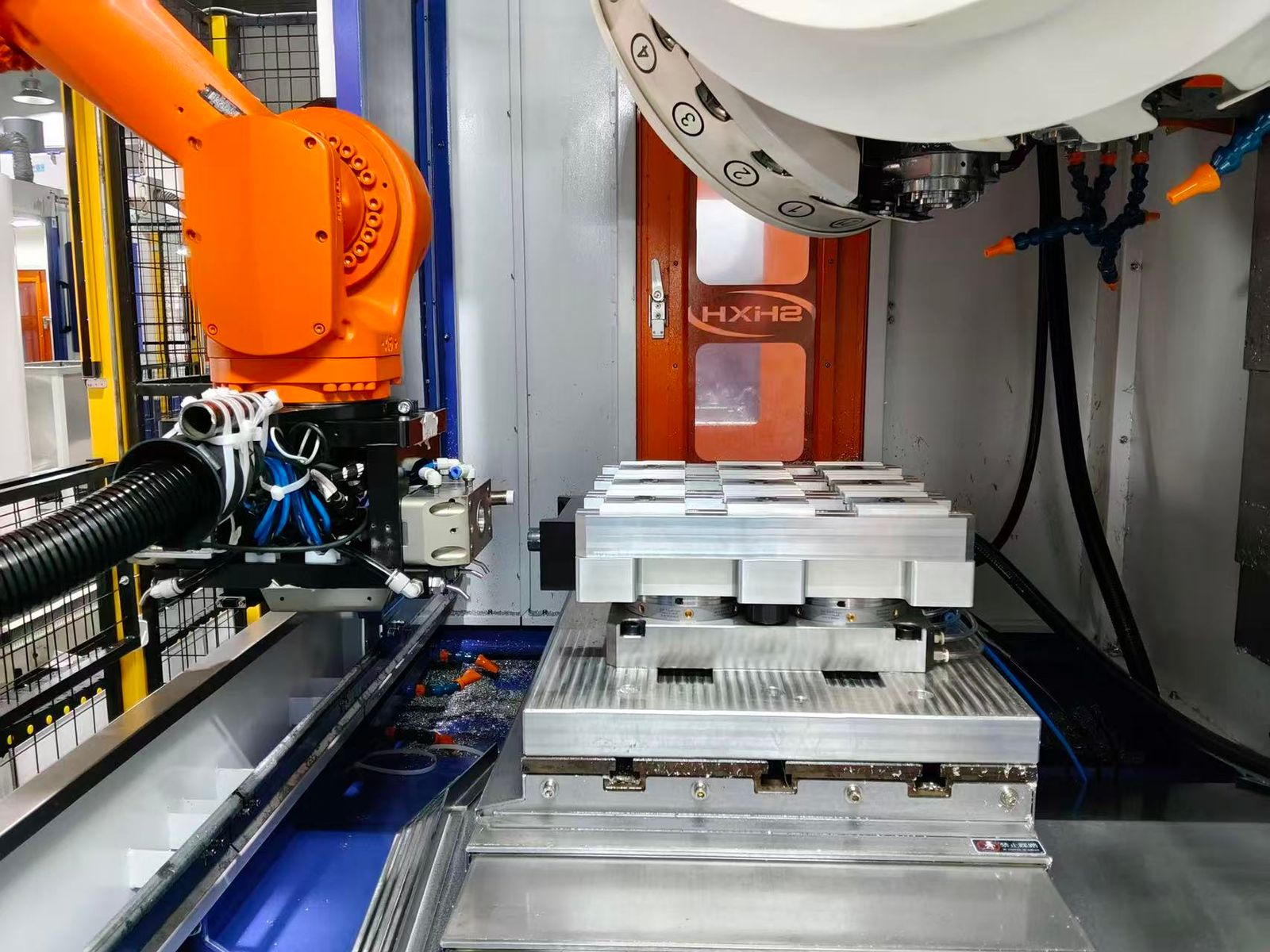
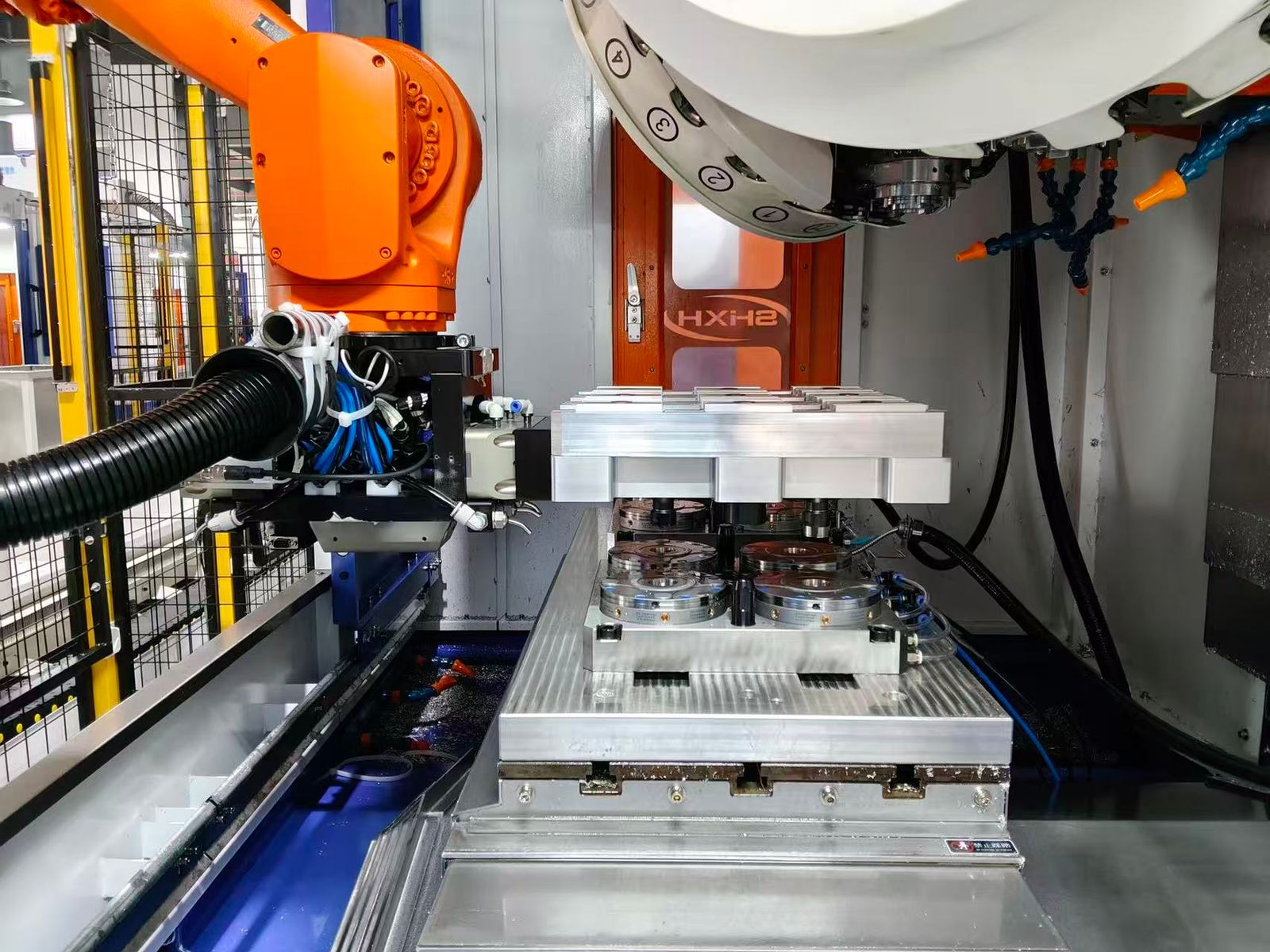
Solution: Nextas Zero-Point Positioning System
La mise en place d’un standard zéro-point a permis de sécuriser le serrage et de rendre les changements de configuration beaucoup plus rapides.
- ~30 s par changement dans le flux de production.
- Répétabilité ≤0,003 mm grâce au référencement.
- Auto-verrouillage fail-safe pour une tenue sûre.
- Évolutif vers palettes, multi-stations et cellules automatisées.
Mise en œuvre
- Standardiser les points de référence et l’implantation des pions.
- Intégrer les modules dans plaques/palettes, définir les zéros.
- Valider répétabilité, tenue, temps de cycle.
- Former opérateurs + routines de nettoyage/contrôle.
Résultats
- Réduction des arrêts grâce aux changements rapides.
- Qualité plus constante via un référencement répétable.
- Sécurité accrue avec verrouillage automatique.
- Prêt FMS: interfaces standard pour palettes/robot.
FAQ
Peut-on rétrofiter des montages existants?
Oui: plaques d’adaptation et ajout de pions/références suffisent souvent pour créer un standard zéro-point.
Quel entretien prévoir?
Nettoyage des surfaces, contrôle périodique des références et inspection des éléments d’interface pour préserver la répétabilité.
Compatible automatisation?
Oui: le zéro-point standardise le positionnement et simplifie la manutention robotisée et la gestion de palettes.
Vous avez un projet similaire?
Partagez vos plans ou photos de montages: nous proposons une implantation zéro-point et un plan de déploiement.