2026-01-29
Resumen del proyecto
SAVANT fabrica módulos de comunicación para equipos de semiconductores. Con alta mezcla y lotes cortos, los cambios de utillaje eran frecuentes y el tiempo de preparación impactaba directamente en el rendimiento.
Retos principales
- Cambios muy frecuentes: múltiples referencias y configuraciones por turno.
- Precisión estricta: reposicionamiento sin “ajustes” manuales.
- Seguridad del proceso: sujeción estable incluso ante pérdida de aire/energía.
- Camino a la automatización: base para FMS y carga robotizada.
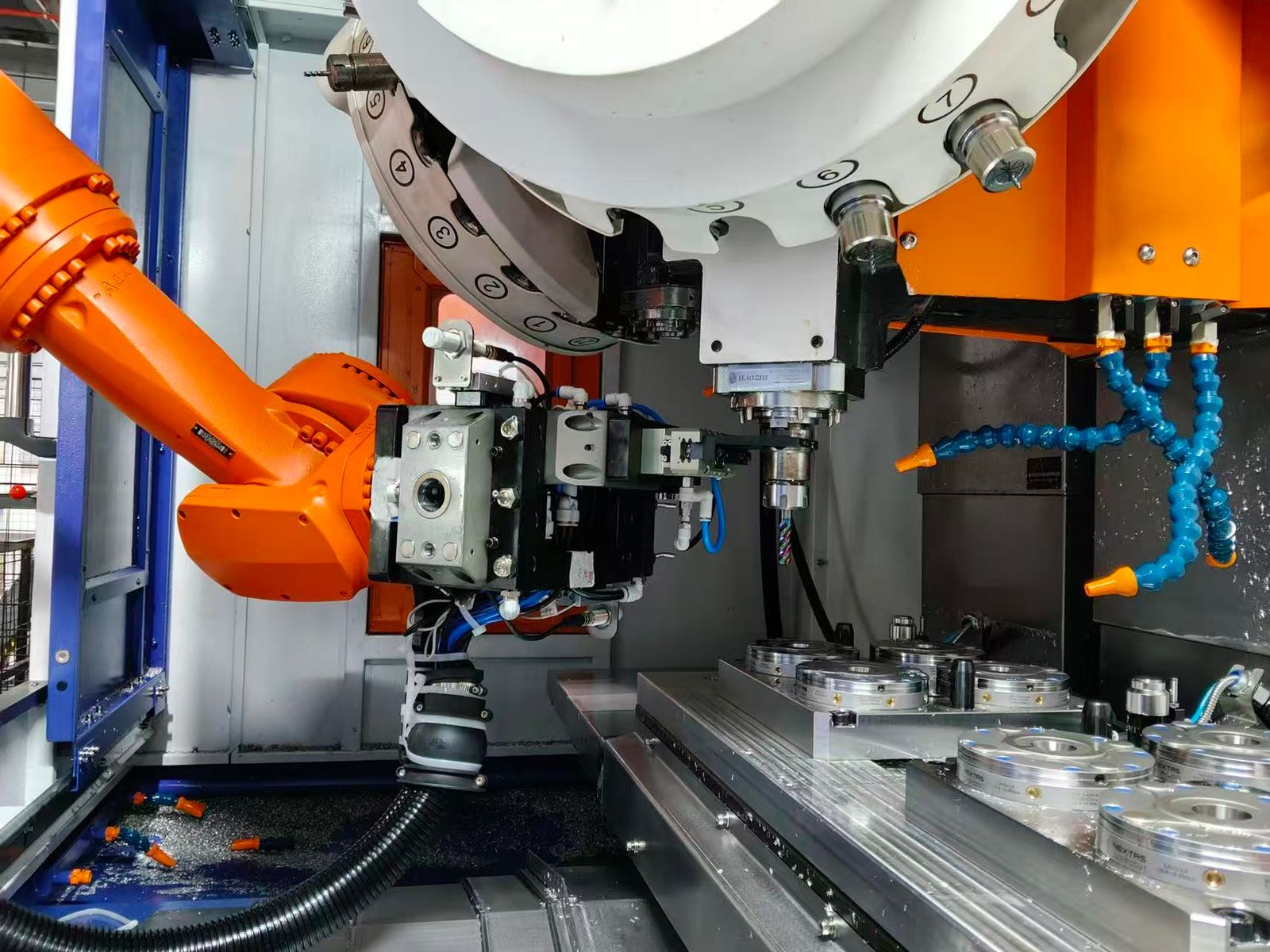
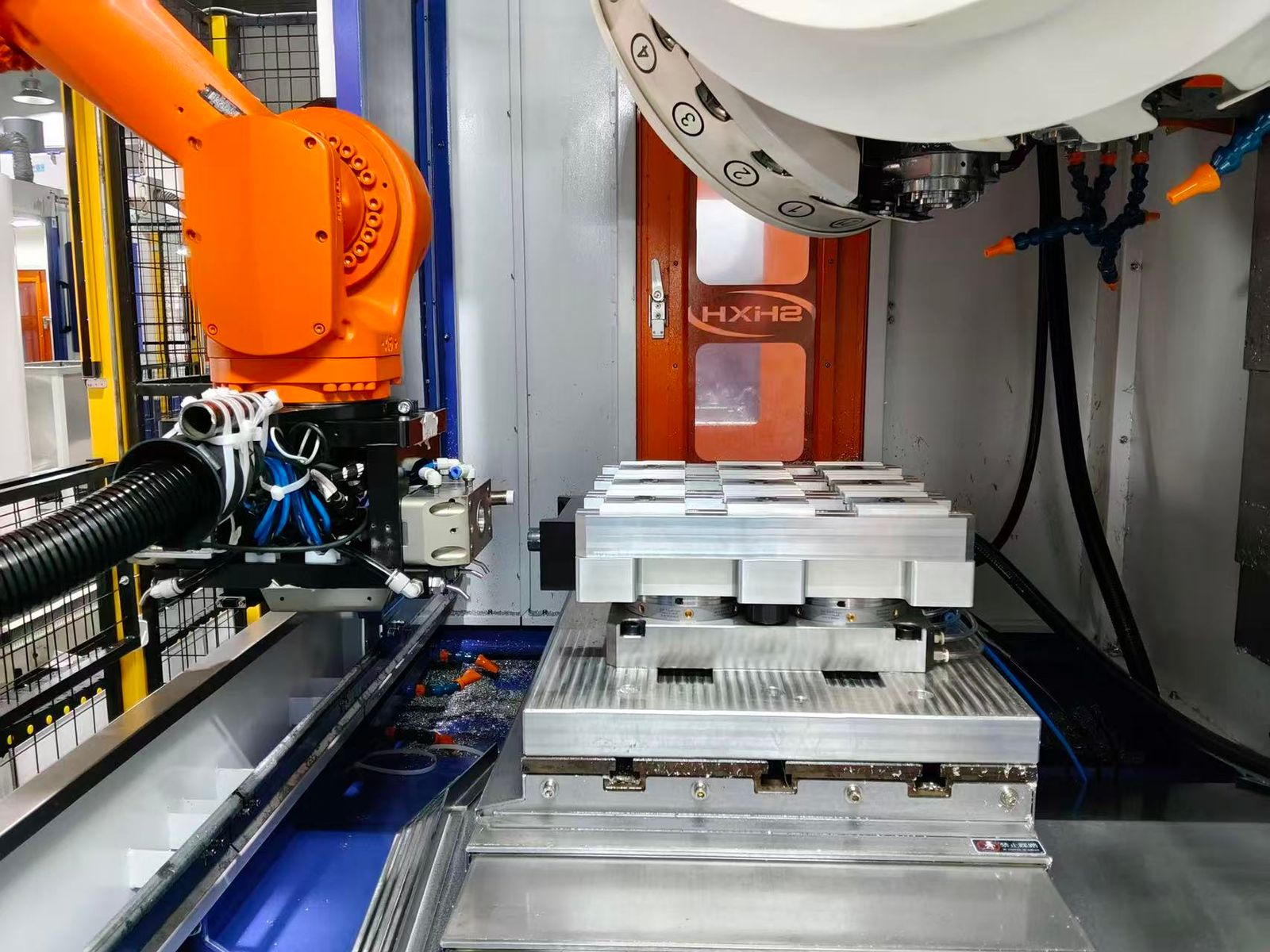
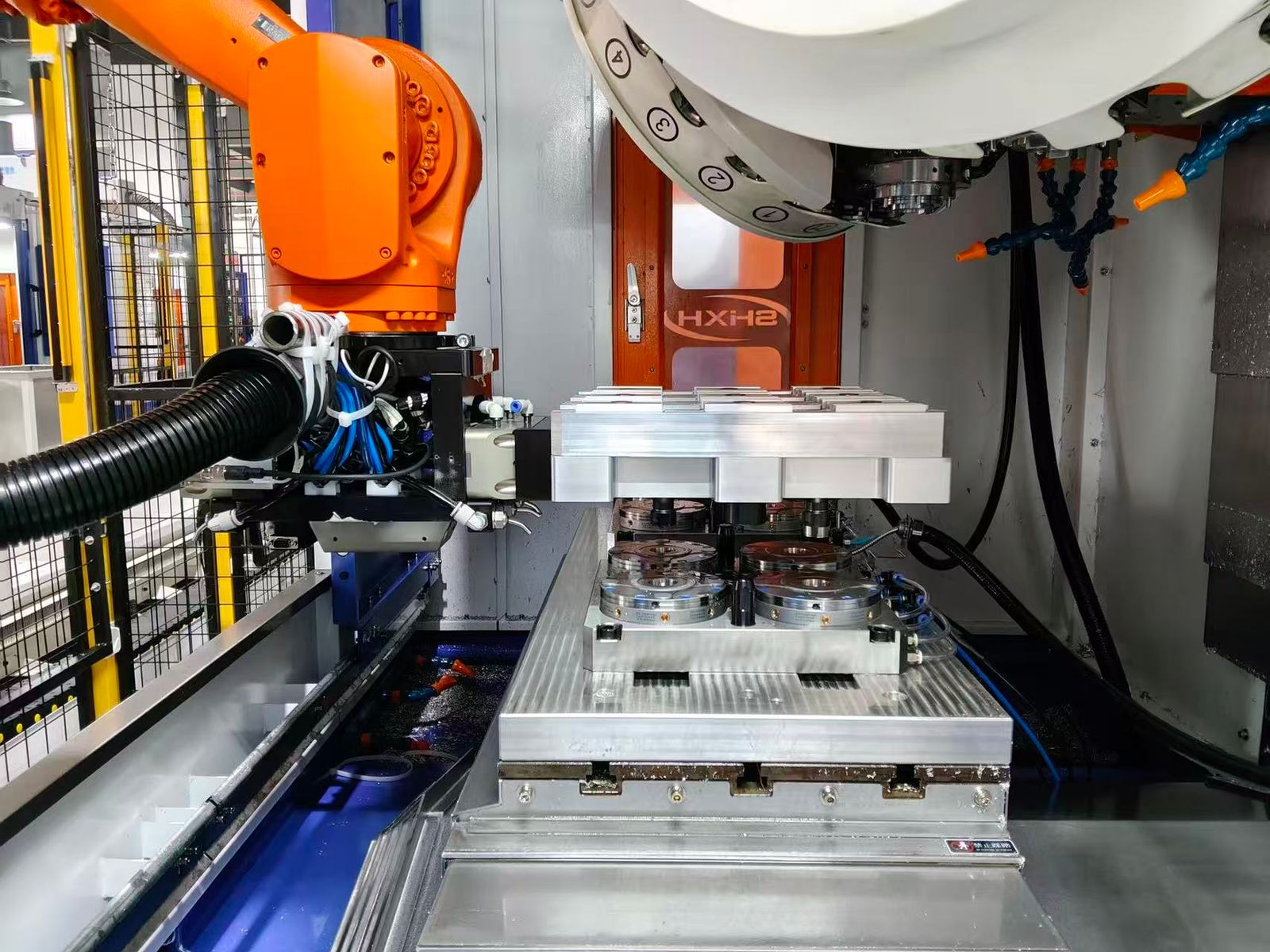
Solución: Nextas Zero-Point Positioning System
Se implantó un estándar de cero punto para que cada fixture/pallet “encaje” en una referencia conocida, con bloqueo seguro y alta repetibilidad.
- ~30 s por cambio (medido en el flujo real).
- Repetibilidad ≤0,003 mm por referenciado preciso.
- Auto-bloqueo fail-safe para mantener la sujeción ante fallos.
- Escalable a pallets, multiestación y automatización.
Implementación (4 pasos)
- Estandarizar: patrón de pernos y puntos cero por utillaje.
- Integrar: módulos en placas/pallets y definición de ceros.
- Validar: repetibilidad, fuerza de sujeción y tiempos.
- Operación: formación y checklist de limpieza/mantenimiento.
Resultados
- Menos parada gracias a cambios rápidos.
- Calidad más estable por setups repetibles.
- Mayor seguridad con bloqueo automático.
- Preparado para FMS con interfaces normalizadas.
Preguntas frecuentes
¿Se puede adaptar a utillajes existentes?
Sí. Normalmente se puede crear un estándar con placas adaptadoras y la incorporación de pernos de referencia, sin rediseñar todo el fixture.
¿Qué mantenimiento requiere?
Limpieza de superficies de contacto, inspección periódica y verificación de puntos de referencia para mantener la repetibilidad.
¿Sirve para automatización?
Es una de las bases más prácticas para pallets, robots y FMS, porque estandariza el posicionamiento y reduce variabilidad.
¿Quieres un plan de implementación?
Envíanos fotos o planos de tu utillaje actual y te proponemos un layout de cero punto y una ruta de puesta en marcha.