2026-01-29
Projektüberblick
SAVANT fertigt Kommunikationsbaugruppen für Halbleiter-Equipment. In der Produktion wechseln Werkstücke und Vorrichtungen häufig – und jeder Rüstvorgang kostet Zeit, erhöht Fehlerrisiken und bremst den Durchsatz.
Ausgangssituation & Herausforderungen
- Viele Varianten, kurze Lose: häufige Wechsel von Spannmitteln/Paletten.
- Hohe Präzisionsanforderung: wiederholgenaues Positionieren ohne Nachmessen.
- Sicherheitsbedarf: stabile Klemmung auch bei Druckluft-/Energieausfall.
- Automationsperspektive: Vorbereitung für FMS/Roboter-Beladung.
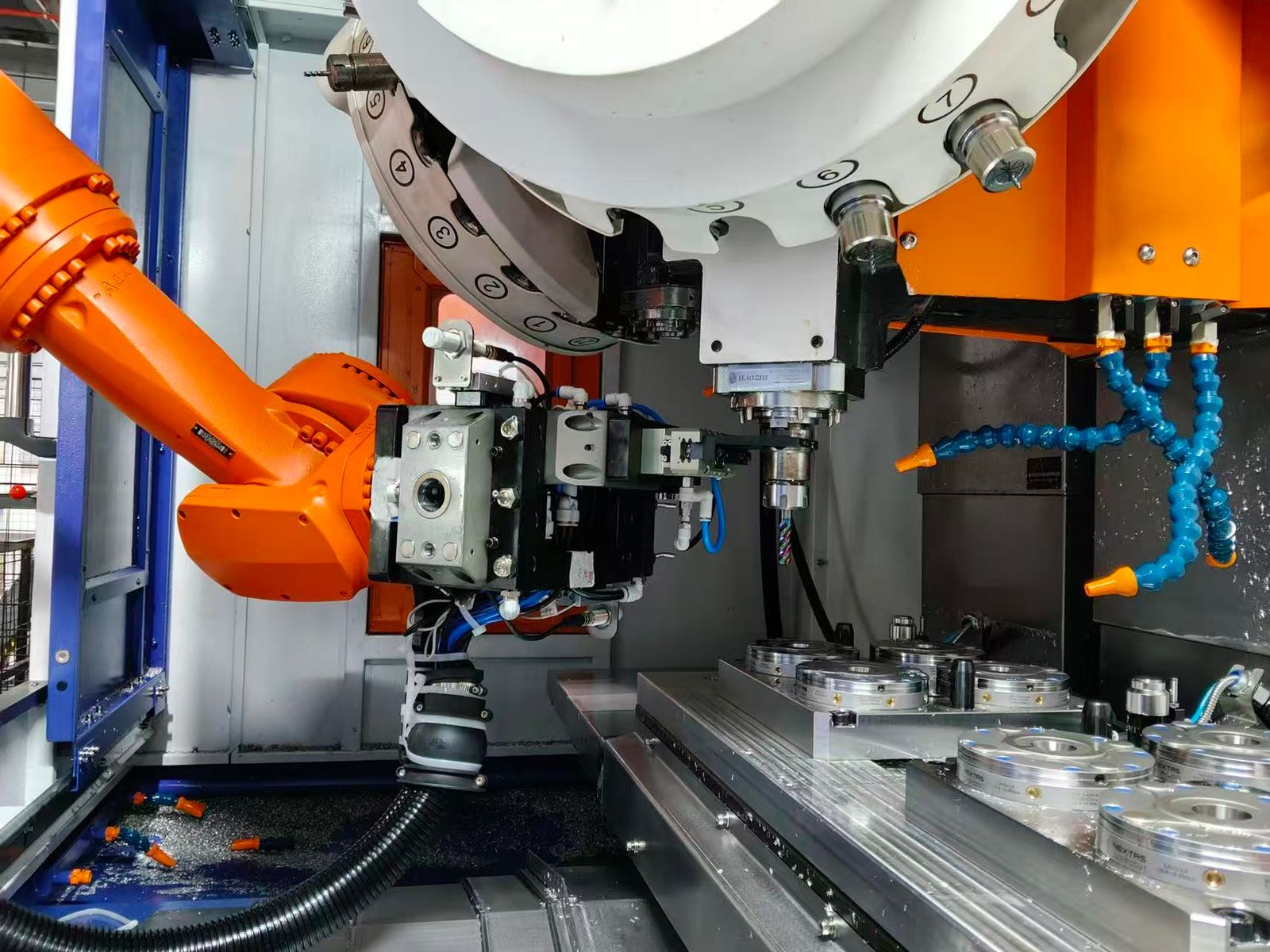
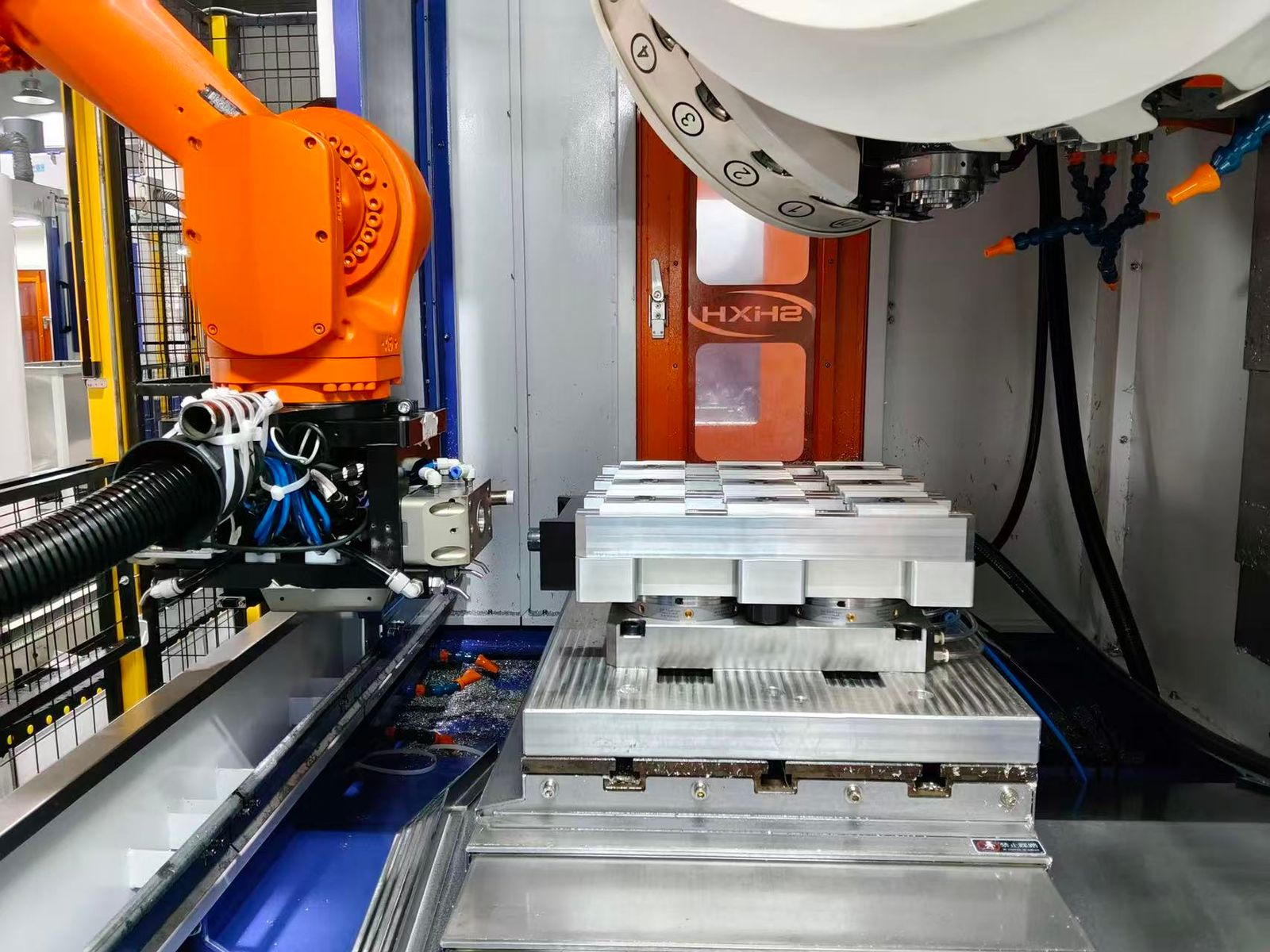
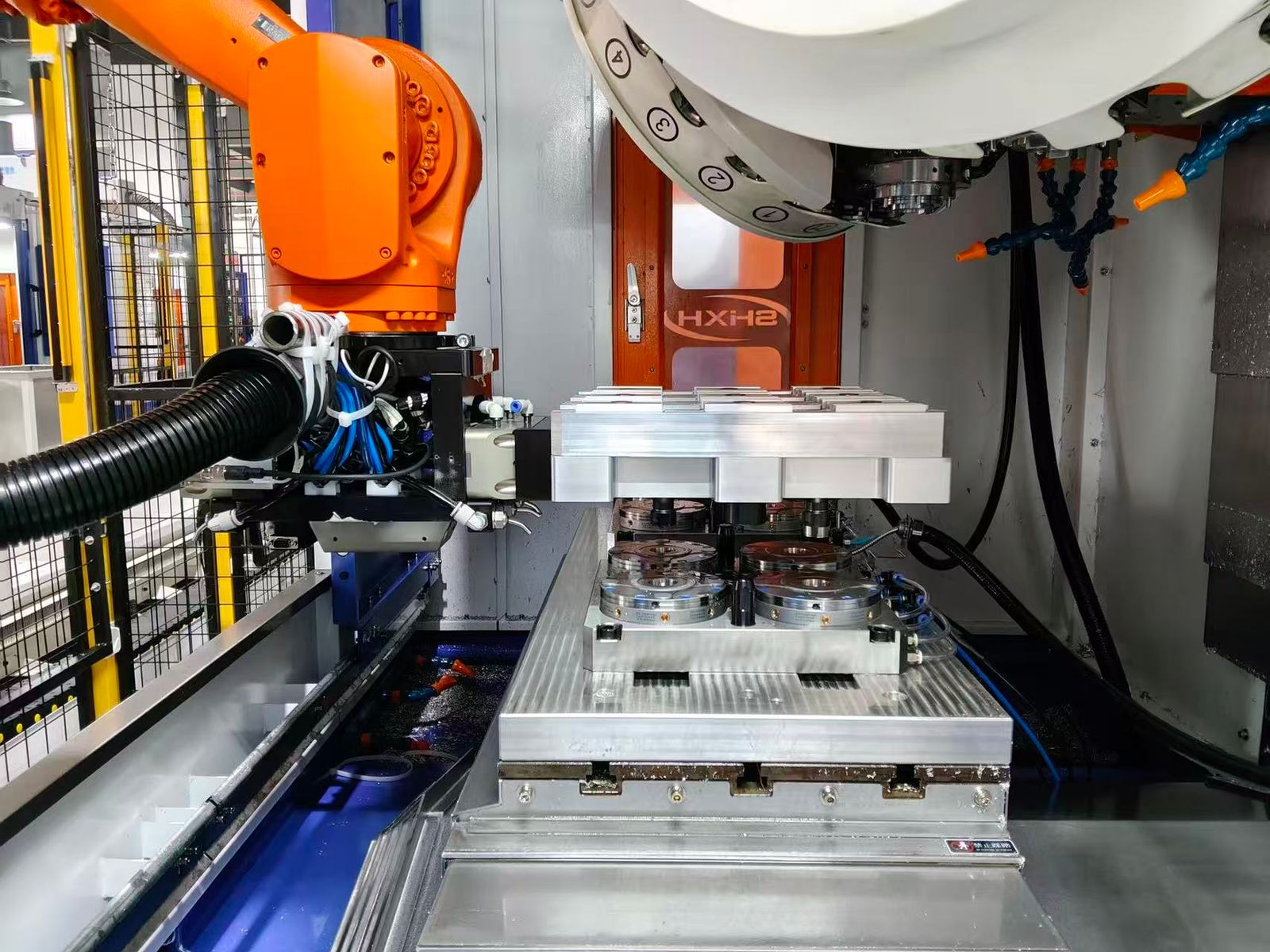
Die Lösung: Nextas Zero-Point Positioning System
Gemeinsam wurde ein Zero-Point-Standard aufgebaut: definierte Referenzpunkte, selbsthemmende Mechanik und eine stabile Basis für wiederkehrende Setups.
- ~30 Sekunden Umrüstzeit pro Wechsel (praxisnah gemessen im Ablauf).
- Wiederholgenauigkeit ≤0,003 mm durch präzise Referenzierung.
- Fail-safe Selbstverriegelung – hält auch bei Druckluftverlust.
- Modular erweiterbar (Paletten, Mehrfach-Aufnahmen, Automationsschnittstellen).
Implementierung in 4 Schritten
- Standardisierung: Referenzpunkte und Spannbolzen-Layout je Vorrichtung festgelegt.
- Integration: Nullpunktmodule in Platten/Paletten eingebaut, Anschlag- und Nullbezüge definiert.
- Prozessvalidierung: Wiederholgenauigkeit, Klemmkraft und Zykluszeit getestet.
- Training: Bediener-Workflow (Rüsten, Prüfen, Wartung) dokumentiert und geschult.
Ergebnisse & Nutzen
- Deutlich weniger Stillstand dank schneller Wechsel.
- Stabilere Qualität durch reproduzierbare Referenzierung.
- Mehr Prozesssicherheit durch selbsthemmende Klemmung.
- FMS-ready: einheitliche Schnittstellen für Paletten/Roboter/Automationszellen.
FAQ
Passt das System zu bestehenden Vorrichtungen?
In der Regel ja: häufig lässt sich über Adapterplatten oder Nachrüstung der Spannbolzen ein Standard aufbauen – ohne die gesamte Vorrichtung neu zu entwickeln.
Wie sieht es mit Wartung und Verschleiß aus?
Ein definierter Reinigungs- und Prüfrhythmus (Kontaktflächen, Dichtungen, Referenzpunkte) hält die Wiederholgenauigkeit stabil und minimiert Ausfallzeiten.
Ist das für Automation geeignet?
Ja – Zero-Point ist eine starke Basis für Paletten-Handling, Robotik und FMS, weil Rüstpunkte standardisiert und wiederholbar sind.
Planen Sie ein ähnliches Upgrade?
Senden Sie uns Zeichnungen oder Fotos Ihrer aktuellen Vorrichtung – wir schlagen ein Zero-Point-Layout und eine passende Implementierung vor.




