2026-01-29
Proje özeti
SAVANT, yarı iletken ekipmanları için iletişim bileşenleri üretiyor. Yüksek ürün çeşitliliği nedeniyle fikstür/palet değişimleri sık gerçekleşiyor; hedef, hazırlık süresini azaltırken hassasiyeti korumaktı.
Zorluklar
- Sık kurulum değişimi (yüksek karışım, kısa seri).
- Yüksek hassasiyet ve tekrarlanabilir konumlandırma.
- Proses güvenliği: hava/enerji kaybında bile sağlam sıkma.
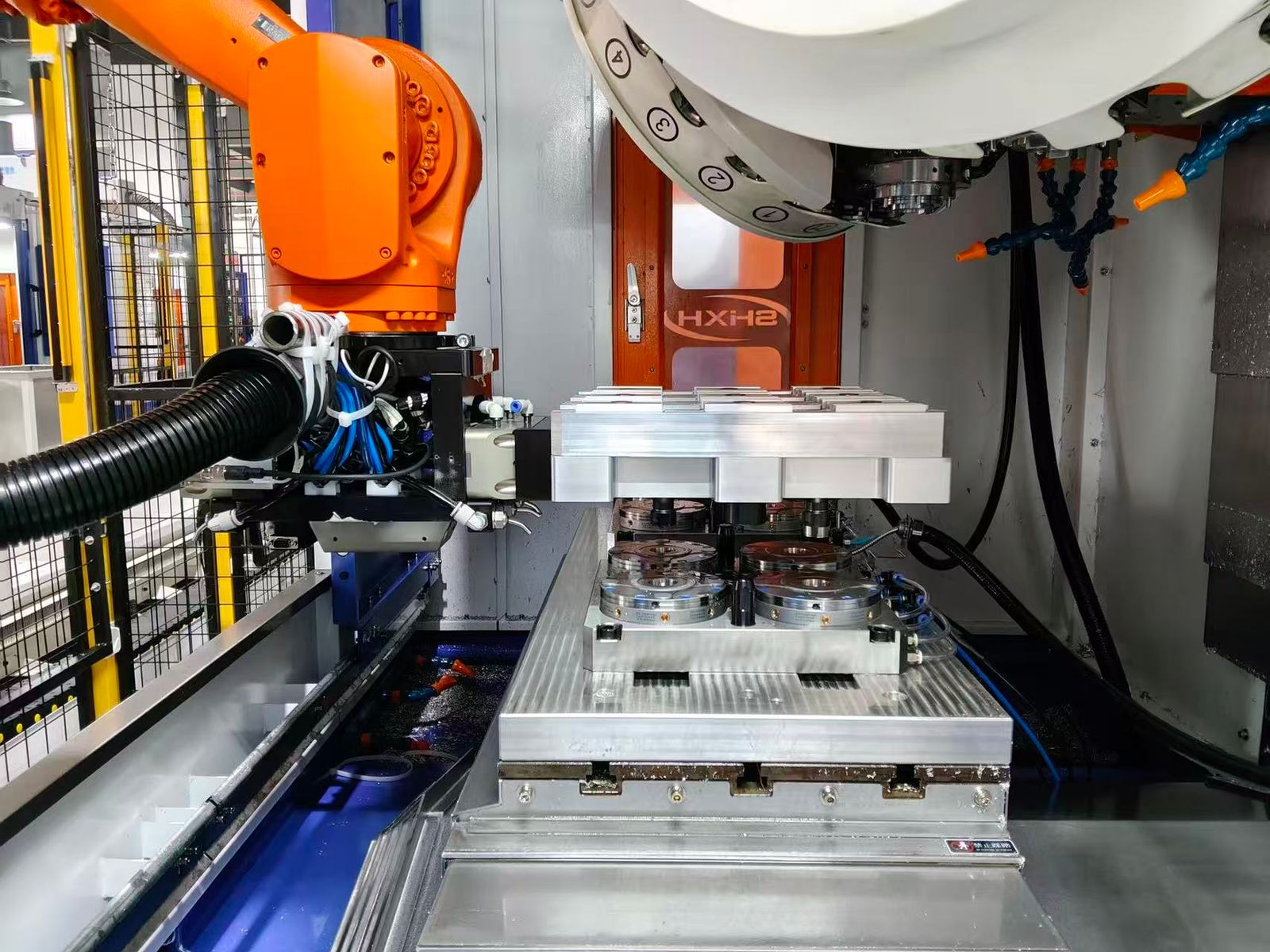
- Otomasyon hedefi: robot ve FMS’e hazırlık.
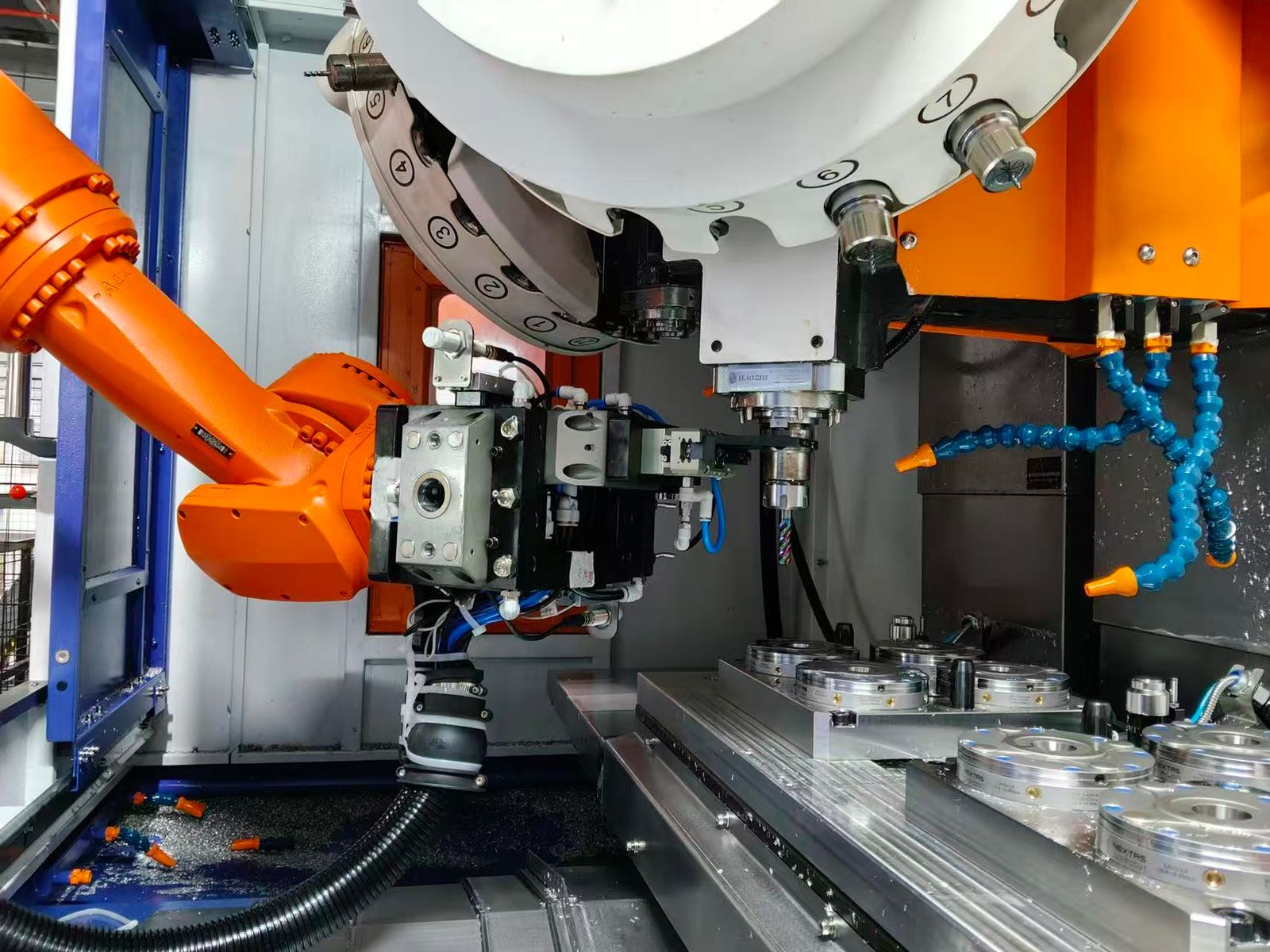
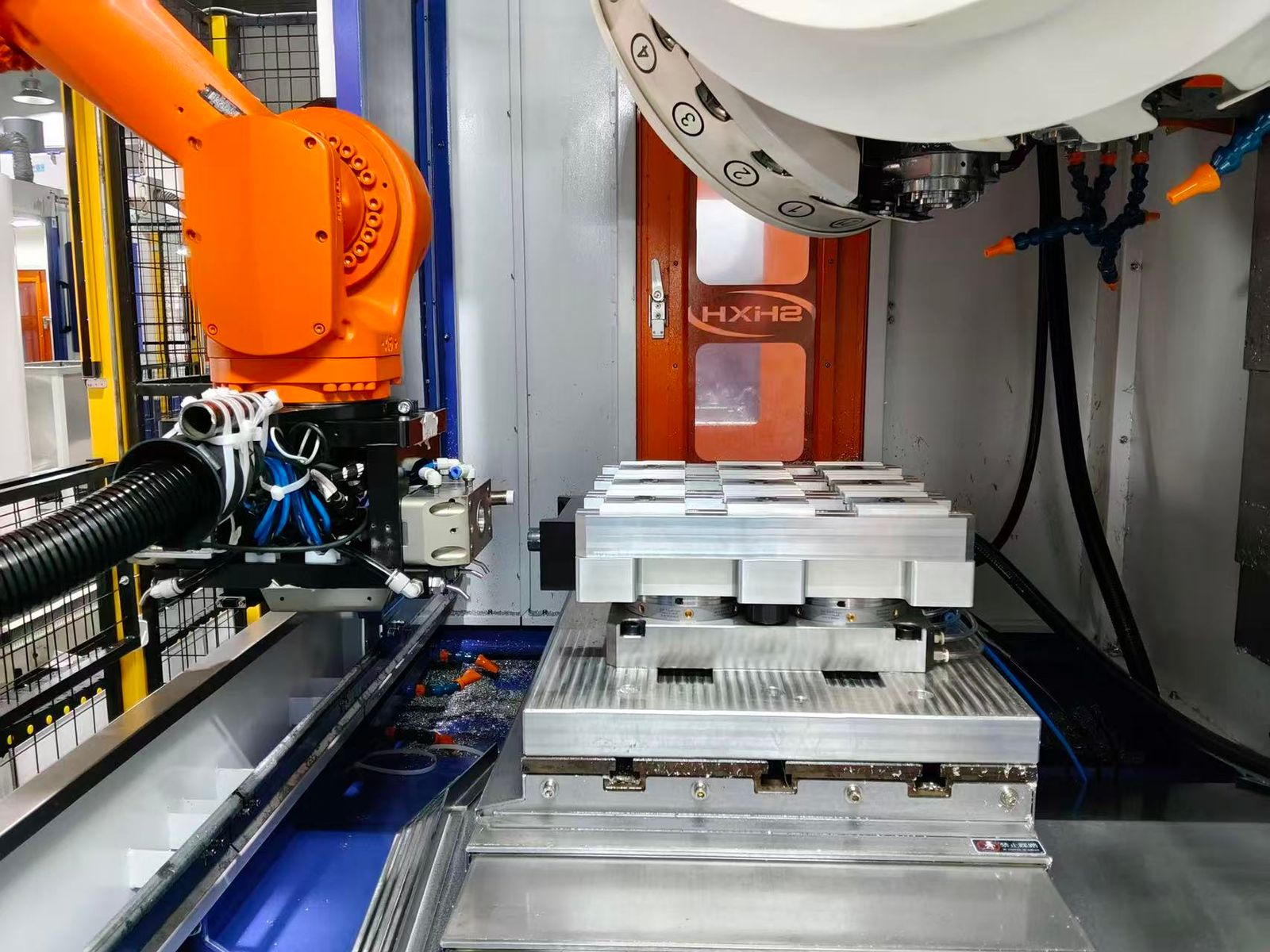
Çözüm: Nextas Zero-Point Positioning System
Zero-point standardı kuruldu: tanımlı referanslar, kendinden kilitleme ve modüler altyapı ile hızlı kurulum.
- ~30 sn değişim süresi (saha akışında).
- ≤0,003 mm tekrarlanabilirlik.
- Fail-safe kendinden kilitleme mekanizması.
- Ölçeklenebilir: palet, çok istasyon ve otomasyon.
Uygulama adımları
- Standartlaştırma: referans noktaları ve pim düzeni.
- Entegrasyon: modüllerin plaka/paletlere montajı.
- Doğrulama: tekrarlanabilirlik, sıkma ve süre testleri.
- Eğitim: operatör akışı ve bakım kontrol listeleri.
Kazanımlar
- Daha az duruş – hızlı değişimler sayesinde.
- Daha stabil kalite – tekrarlanabilir kurulum.
- Daha yüksek güvenlik – kendinden kilitleme.
- FMS uyumu – standart arayüzler.
SSS
Mevcut fikstürlere uyarlanabilir mi?
Evet. Çoğu durumda adaptör plakaları ve referans pimleri ile mevcut fikstürler zero-point standardına taşınabilir.
Bakım gereksinimi nedir?
Temas yüzeylerinin düzenli temizliği, referans noktalarının kontrolü ve periyodik muayene tekrarlanabilirliği korur.
Otomasyon için uygun mu?
Evet. Zero-point, paletleme ve robot yüklemeyi basitleştirir; kurulum varyasyonunu azaltır.