


Broşürü talep etmek için e-posta adresinizi girin. Saat farkı nedeniyle bir sonraki iş sabahı göndereceğiz (GMT+8, Pekin saati).

Hızlı Değişim Sistemi
Pnömatik Sıfır Nokta Plakası
Otomasyonun Temeli.
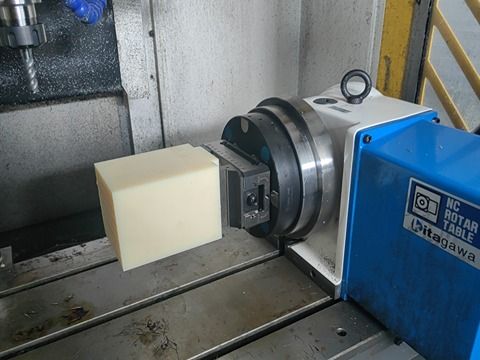
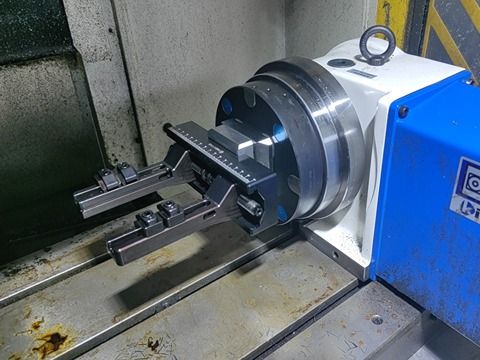
Nextas pnömatik sıfır nokta plakası, takım ve fikstür değişimini makine tablalarında ve otomasyon istasyonlarında standartlaştırmaya yardımcı olur. Hızlı ve tekrarlanabilir kilitleme sağlar; manuel ve otomatik adımlar arasında düzenli geçiş gereken hücreler için uygundur.
Temel Avantajlar
- Mikron Seviyesinde Tekrarlanabilirlik: ≤ 0.005 mm konumlandırma hassasiyetini garanti ederek yeniden hizalamayı ortadan kaldırır.
- Yüksek Sıkma Kuvveti: Arıza emniyetli (failsafe) yay mekanizması, ağır kesim işlemlerinde bile rijit sıkmayı sağlar.
- Saniyeler İçinde Değişim: Neredeyse anında sıkma için pnömatik kilit açma, duruş süresini en aza indirir.
- Otomasyona Hazır: Güvenilir robotik entegrasyon için entegre hava algılama ve konik temizleme portları.
Temel ÖzelliklerTeknik Özellikler ve TasarımOtomasyon EntegrasyonuÇok Yönlü Uygulama SenaryolarıKanıtlanmış Sonuçlar: Vaka ÇalışmasıSeçim ve entegrasyon kılavuzu

Temel Özellikler
- Patentli Yeni Ürün: Benzersiz teknolojik avantajlara sahip, dünya çapında tanıtılan yenilikçi bir ürün.
- Standart Uyumluluk: Diğer iş parçası bağlama ürünleriyle evrensel uyumluluk için 52/96 mm standart hatveyi kullanır.
- Ultra Yüksek Hassasiyet: En zorlu görevler için 0.005mm'den daha az tekrarlanabilir konumlandırma doğruluğu.
- Seri performans aralığı: Palet boyutuna bağlı olarak sıkma kuvveti 9.000 N ile 40.000 N arasında, kaldırma kapasitesi ise 100 kg ile 660 kg arasındadır.
- Geliştirilmiş Güvenilirlik: Sağlam bir çalışma için hava sızdırmazlık testi ve temizleme fonksiyonları ile donatılmıştır.
- Güçlendirilmiş Sıkma: Hava basıncı takviye fonksiyonu (turbo), sıkma kuvvetini güçlendirerek stabiliteyi artırır.
- Kullanışlı İşletim: Verimli çalışma için kilidi açıldığında mengeneyi/paleti otomatik olarak kaldırır.
Teknik Özellikler ve Tasarım
Hassasiyet, dayanıklılık ve otomatik iş akışlarına kolay entegrasyon için tasarlandı.
Seri teknik özellik özeti
Güncel katalogla uyumlu referans modeller. 52 mm ve 96 mm arayüzler, otomatik palet, fikstür ve robot hazırlıklı değişim planları için sunulur.
| Model | Pim standardı | Tekrarlanabilirlik | Sıkma kuvveti | Kaldırma kapasitesi | Kilidi açma basıncı | Pim | Ağırlık |
|---|---|---|---|---|---|---|---|
| NT-S52P125QD1 | 52 mm | ≤0.005 mm | 9.000 N | 100 kg | 0,5–0,8 MPa | NT-S52P16V1 | 3,5 kg |
| NT-S52P168QD1 | 52 mm | ≤0.005 mm | 9.000 N | 100 kg | 0,5–0,8 MPa | NT-S52P16V1 | 5,2 kg |
| NT-S52P229QD1 | 52 mm | ≤0.005 mm | 18.000 N | 200 kg | 0,5–0,8 MPa | NT-S52P16V1 | 6 kg |
| NT-S96P200QD1 | 96 mm | ≤0.005 mm | 20.000 N | 330 kg | 0,5–0,8 MPa | NT-S96P20V1 | 9 kg |
| NT-S96P250QD1 | 96 mm | ≤0.005 mm | 20.000 N | 330 kg | 0,5–0,8 MPa | NT-S96P20V1 | 12 kg |
| NT-S96P392QD1 | 96 mm | ≤0.005 mm | 40.000 N | 660 kg | 0,5–0,8 MPa | NT-S96P20V1 | 18 kg |
Tüm referans modeller sertleştirilmiş paslanmaz çelik gövde, pnömatik kilit açma, mekanik kendinden kilitleme yapısı, sıkma basınçlandırması, referans konik kendi kendini temizleme, sızdırmazlık testi ve 4 × 90° sabit indeksleme kullanır.

Tasarım ile Gelen Hassasiyet
Nextas sistemi, kilidi açmak için pnömatik basınç kullanırken, güçlü dahili yaylar sıkma kızaklarını hareket ettirir. Bu, konumlama pimlerini konik yuvalara çekerek hassas bir şekilde tanımlanmış sıfır noktası ile güvenli, titreşim sönümleyici bir bağlantı oluşturur. "Normalde kilitli" durumu, hava basıncı kaybolsa bile kuvvetin korunmasını sağlayarak güvenliği garanti eder.
Modern Atölyeler İçin Üretildi
Sertleştirilmiş, korozyona dayanıklı paslanmaz çelikten üretilen sıfır nokta plakalarımız, her türlü üretim ortamının zorluklarına dayanacak şekilde tasarlanmıştır. Sistem, iç mekanizmayı talaşlardan, soğutma sıvısından ve diğer kalıntılardan korumak için tamamen yalıtılmıştır. Entegre hava üfleme kanalları, sıkmadan önce konumlama koniklerini kirleticilerden otomatik olarak temizleyerek —.005mm tekrarlanabilirliğin her seferinde korunmasını sağlar.

İnsansız İşlemenin Kapısı
Frezeleme merkezlerinden EDM'lere ve CMM'lere kadar tüm makinelerinizde ortak, yüksek hassasiyetli bir arayüz sağlayarak, sıfır nokta sistemi gerçek süreç optimizasyonunun kilidini açar. Paletli iş parçaları, bir robot tarafından operasyonlar arasında taşınabilir, tekrarlanabilir bir doğrulukla sıkılabilir ve operatör müdahalesi olmadan işlenebilir. Bu, ışıksız (insansız) imalatın anahtarıdır.

Otomasyon Entegrasyonu
Nextas Pnömatik Sıfır Nokta Plakası robot otomasyonunu kolaylaştırır: hızlı, hatasız iş parçası veya fikstür değişimi için robot kollarıyla senkronize olur ve manuel kurulum süresini büyük ölçüde azaltır. Referans seri boyunca sıkma kuvveti 9.000 N ile 40.000 N, kaldırma kapasitesi ise 100 kg ile 660 kg arasındadır; bu da robotlara hem kompakt fikstürler hem de ağır palet transferleri için kararlı bir arayüz sağlar.
Hassas arayüz, robotların herhangi bir yeniden kalibrasyon olmadan görevleri tekrarlayabilmesi için tutarlı doğruluk sağlar. Robotları işleme takımlarına bağlayarak sorunsuz, insansız fabrika iş akışları için sistem, 7/24 ışıksız (lights-out) operasyona olanak tanır.
Çok Yönlü Uygulama Senaryoları
Tek makine verimliliğinden tam otomatik üretim hatlarına kadar sistemimiz ihtiyaçlarınıza uyum sağlar.
Yatay İşleme Merkezleri (HMC)
HMC'lerdeki palet havuzları için uygundur. Fikstürleri çevrimdışı hazırlayın ve palet değiştiriciye yükleyerek makine çalışır durumda tutun.
5 Eksenli İşleme
İş parçasını tabladan yükselterek, bir parçanın beş yüzeyine de üstün takım erişimi sağlar ve birden fazla kurulumu ortadan kaldırır.
Otomatik Üretim Hücreleri
Herhangi bir esnek üretim sisteminin (FMS) çekirdeğidir. Robotlar, insansız, 7/24 üretim için tüm fikstürleri güvenilir bir şekilde değiştirebilir.
Muayene ve Kalite Kontrol
Aynı sıfır nokta referansını CMM'inizde kullanın. Parçaları yeniden sıkıştırma olmadan doğrudan CNC'den muayeneye aktararak hataları ortadan kaldırın.
Kanıtlanmış Sonuçlar: Vaka Çalışması
Sistemimiz endüstriyel üretimde hızlı değişime olanak tanır, değişim verimliliğini %90'ın üzerinde ve üretim verimliliğini %30'dan fazla artırır.

Seçim ve entegrasyon kılavuzu
Pnömatik sıfır nokta plakası (hava ile kilit açma, yay ile kilitleme) seçimi ve palet sistemleri, APC ve robot hücrelerine entegrasyon için pratik kontrol listesi.
Palet otomasyonu mu? Otomatik Palet Değiştirici ile birlikte düşünün.
Pnömatik sıfır nokta plakası ne zaman doğru seçimdir?
- Çok operasyonlu süreçlerde (freze → EDM → CMM) tekrar bağlama doğruluğu gerekir.
- HMC palet havuzu veya 5 eksen (tombstone/fixture) için paletli bağlama kuruyorsunuz.
- Hedef 7/24 otomasyon: robotla fikstür değişimi, APC veya FMS.
- Failsafe konsept: sıkma yaylarla; hava sadece kilit açmak için kullanılır.
Satın almadan önce kontrol edilmesi gerekenler
- Çekme pimi (pull stud) standardı ve adımı: 52 mm / 96 mm uyumluluğu.
- Modül sayısı ve yerleşim: 4 modül, 6 modül veya palete özel desen.
- Tekrarlanabilirlik: ≤0,005 mm sınıfı hedef.
- Sıkma kuvveti ve rijitlik: kesme kuvvetleri, çıkıntı ve fikstür stack-up.
- Pnömatik: çalışma basıncı (genellikle ~6 bar) ve hat koruması.
- Otomasyon sinyalleri: sıkma doğrulama, interlock ve koni temizleme hava üflemesi.
Palet ve fikstür arayüzü
Her palet/fikstürde çekme pimini standartlaştırın; operatör offline hazırlayıp her makinede “yerleştir & sık” yapabilsin. İlk hizalama için pim/dowel kullanın.
Hava ve I/O entegrasyonu
Temiz ve kuru hava kullanın; regülatörü makineye yakın konumlandırın. Robot hücrelerinde valf sıralaması ve I/O mantığı ile sadece sıkma onaylandığında işlem başlatın.
Proses doğrulaması
Çoklu çevrim testi: sık/boşalt, datumu probla ve sapmaları kaydet. Bu, sıfır nokta sisteminin toleransınıza uygunluğunu hızlıca kanıtlar.
Hedeflenen tipik kazanımlar
Kurulum süresi
Manuel göstergeden hızlı değişimlere (dakikalar veya daha az).
Kalite stabilitesi
Tekrar bağlamada daha az düzeltme, multi-op için ideal.
Robot uyumu
CNC, EDM ve ölçüm arasında tutarlı arayüz.
Sonuçlar parça geometrisi, fikstür, kesme parametreleri ve otomasyon sırasına bağlıdır.
Kurulum, pnömatik ve bakım
Hava ile kilit açılan zero-point palet plakasının devreye alınması ve uzun üretimde tekrarlanabilirliğin korunması için pratik notlar.
Kurulum ve hizalama (hızlı kontrol listesi)
- 1Makine tablasını temizleyin ve plakanın oturacağı yüzeyi kontrol edin.
- 2İlk yönlendirme için pim/dowel kullanın; paletler her seferinde aynı yönde otursun.
- 3Cıvataları çapraz sıkın; ilk termal döngü sonrası tekrar kontrol edin.
- 4Çekme pimi yüksekliği ve stack-up’ı kontrol edin; modüller konilere tam otursun.
- 5Üretim öncesi birkaç sık/boşalt çevrimi yapın ve datumu probla doğrulayın.
Hava beslemesi ve güvenilirlik
- Temiz, kuru ve filtreli hava kullanın (tesis standardı). Regülatörü makineye yakın yerleştirin.
- Hortum ve hızlı bağlantıları talaş/sıvıdan koruyun; robot hücrelerinde strain relief ekleyin.
- Otomasyonda “sıkma onayı” interlock kullanın: OK sinyali olmadan işleme başlamasın.
- Varsa, sıkma öncesi koni temizleme hava üflemesini kullanın.
- Koni yüzeyleri, çekme pimleri ve contaları periyodik kontrol edin; özellikle yoğun soğutma sıvısında.
Tekrarlanabilirliği bozan tipik nedenler
Konilerde talaş
Hava üfleme + vardiya değişiminde temizleme; iyi talaş yönetimi.
Tutarsız çekme pimleri
Tüm paletlerde aynı tip ve montaj torkunu standartlaştırın.
Düşük basınç / kaçak
Regülatör, bağlantılar ve hortumları kontrol edin; plaka üzerindeki basıncı doğrulayın.
Fikstür esnekliği
Çıkıntıyı azaltın, destek ekleyin ve rijitliği doğrulayın.
Hızlı kılavuz: seçim • entegrasyon • bakım
Atölye odaklı, kompakt bir referans: doğru konfigürasyonu seçmenize, makine/otomasyonla kolay entegrasyona ve günlük üretimde tekrarlanabilirliği sabit tutmaya yardımcı olur.
1) Seçim: doğru konfigürasyonu seçin
| Önceliğiniz şuysa… | Şunla başlayın… | Neden işe yarar |
|---|---|---|
| Hızlı değişim / high-mix işler | Tek bir arayüzü (zero-point / ITS / 3R) makineler arasında standartlaştırın ve fikstür plakaları/paletler kullanın. | Tezgâh dışında hazırlık ve saniyeler içinde değişim sağlar; yeniden sıfırlamayı azaltır. |
| 5 eksen erişim ve takım boşluğu | Düşük profilli çözümler seçin ve boşlukları erken planlayın (stack yüksekliği, gövde, anahtar erişimi). | Çarpışma riskini azaltır ve derin bölgelerde erişimi korur. |
| Işıksız üretim / robotlu hücre | Onay sinyalleri (clamp-OK / parça var), talaş koruması ve kurtarma senaryosu ekleyin. | Yanlış yükleme riskini düşürür, otomasyonu daha güvenilir kılar. |
| Ağır kaba talaş / yüksek kesme kuvveti | Destek noktalarını ve rijitliği artırın (daha fazla bağlama istasyonu, daha rijit taban, daha kısa stack-up). | Eğilmeyi azaltır ve yüzey kalitesini korur. |
2) Entegrasyon: montajdan önce hazırlık
| Konu | Tipik seçenek | Pratik ipucu |
|---|---|---|
| Montaj ve datumlar | Civata deseni + pimler / kama yuvaları / referans kenar | Ana datum’u tanımlayın ve hızlı doğrulama için bir referans palet/parça bulundurun. |
| Medya | FRL’li temiz/kuru hava; stabil basınç; (gerekiyorsa hidrolik/elektrik) | FRL’yi düzenli boşaltın; uzun ve dar hortumlardan kaçının (hareketi yavaşlatır). |
| Kontrol el sıkışması | M-kodları/PLC I/O: clamp, unclamp, clamp-OK, fault | Timeout + güvenli durumlar kullanın; aralıklı duruşları bulmak için sinyalleri loglayın. |
| Proses doğrulama | Prob makrosu / komparatör kontrolü / ilk parça rutini | Kurulum sonrası tekrarlanabilirlik bazını oluşturun ve haftalık kıyaslayın. |
3) Bakım: tekrarlanabilirliği koruyun
| Risk / aşınma noktası | Erken belirti | Önlem / hızlı çözüm |
|---|---|---|
| Referans yüzeylerde talaş | Parça kayar, tekrarlanabilirlik bozulur | Hava ile üfle + sil; gerekirse talaş kapakları/temizleme havası ekleyin. |
| Keçeler/sıyırıcılar ve kızaklar | Yavaş hareket, kaçak, tutarsız sıkma | Periyodik kontrol; soğutucu/abraziften koru; sarf parçaları önleyici değiştir. |
| Gevşek bağlantılar / hasarlı temas yüzeyleri | Beklenmedik kaçıklık, titreşim izleri | Tork kontrolü; pim kullanımı; küçük çapakları taşlayarak alın (datum’u ‘işlemeyin’). |
| Kirli hava/yağ | Takılma, otomasyonda alarmlar | Filtrasyon/kurutmayı iyileştirin; hazneleri boşaltın; basit bir yedek parça kiti tutun. |
CAD/STEP, montaj deseni veya parçanıza özel öneri mi gerekiyor?
Bize ulaşınSıkça Sorulan Sorular
Pnömatik Sıfır Nokta Plakası nedir ve kimler içindir?
Pnömatik Sıfır Nokta Plakası, CNC makineleri için yüksek hassasiyetli bir iş parçası bağlama temelidir. Otomasyonu uygulamak, kurulum sürelerini azaltmak ve işleme doğruluğunu artırmak isteyen üreticiler için tasarlanmıştır.
Temel teknik özellikler nelerdir?
Temel özellikler modele göre değişir: 52/96 mm standartları, ≤ 0.005 mm tekrarlanabilirlik, 9.000 N ile 40.000 N arasında sıkma kuvveti, 100 kg ile 660 kg arasında kaldırma kapasitesi, 0,5–0,8 MPa pnömatik kilit açma ve sızdırmazlık testi ile konik temizleme için entegre fonksiyonlar.
Hangi makinelerle uyumludur?
5 eksenli CNC merkezleri, dikey/yatay freze makineleri, EDM'ler ve CMM'ler dahil olmak üzere çok çeşitli makinelerle uyumludur, bu da onu entegre üretim sistemleri için çok yönlü bir bileşen yapar.
Pnömatik Sıfır Nokta Plakası nasıl monte edilir?
Montaj genellikle standart bir cıvata düzeni ile makine tablasına yapılır. Çalıştırma için makinenin pnömatik arayüzüne bağlanır ve ilk hizalama için konumlama pimleri gerektirir.
CAD dosyalarını veya teknik dokümantasyonu nereden alabilirim?
STEP/IGES modelleri veya 2D çizimler için lütfen mühendislik ekibimizle iletişime geçin.
Pnömatik kilit açma ile pnömatik sıkma arasındaki fark nedir?
Sistemimiz "arıza emniyetlidir" (failsafe). Daima kilitli ve sıkılmış durumda kalmak için güçlü dahili yaylar kullanır. Pnömatik (hava) basıncı sadece plakayı *serbest bırakmak* (kilidi açmak) için kullanılır. Bu, hava hattınız kesilirse veya basınç kaybolursa, plakanın güvenli bir şekilde sıkılı kalarak parçanızı ve makinenizi koruduğu anlamına gelir.
Sıkma kuvveti için "turbo fonksiyonu" nasıl çalışır?
Turbo fonksiyonu, dahili sıkma yaylarının uyguladığı kuvveti anlık olarak *artırmak* için kısa süreli yüksek basınçlı hava kullanır. Bu, çektirme pimlerini daha güvenli bir şekilde oturtur ve standart yaylı sıkmanın ötesinde nihai tutma kuvvetini artırarak çok ağır işleme operasyonları için maksimum rijitlik sağlar.
Bu pnömatik plakalar ne tür bir bakım gerektirir?
Sızdırmaz tasarım sayesinde bakım minimum düzeydedir. Konumlama koniklerinin ve çektirme pimlerinin aşınma veya hasar açısından periyodik olarak kontrol edilmesini öneririz. Entegre hava üflemeli temizleme fonksiyonu günlük kalıntıların çoğunu halleder. Hava bağlantılarının ve contaların bir teknisyen tarafından yıllık kontrolü, uzun vadeli güvenilirlik için iyi bir uygulamadır.
Bu plaka yoğun soğutma sıvısı ve talaş bulunan bir ortamda kullanılabilir mi?
Evet, kesinlikle. Sistem, soğutma sıvısının, talaşların ve ince tozların iç mekanizmaya girmesini önlemek için O-ringler ve contalarla tamamen yalıtılmıştır. Entegre hava üflemeli kendi kendini temizleme fonksiyonu, her sıkma döngüsünden önce kritik konumlama koniklerindeki kalıntıları aktif olarak dışarı atarak güvenilir çalışmayı sağlar.
52/96 mm standart hatvenin avantajı nedir?
Bu, sıkma modüllerinin merkezleri arasındaki standart mesafeyi (52mm veya 96mm) ifade eder. Bu endüstri standardına bağlı kalarak plakalarımız, bu standardı kullanan geniş bir üçüncü taraf iş parçası bağlama cihazları (mengeneler, kuleler, fikstürler) ekosistemiyle uyumludur. Bileşenleri karıştırıp eşleştirmeniz için size maksimum esneklik sağlar.
Kaynaklar ve İndirmeler
İlgili Ürünler

Otomatik Palet Değiştirici
Tam otomatik üretim döngüleri ve artırılmış verim için entegre edin.
Detayları Gör →
E-Serisi Pnömatik Ayna
Otomatik torna ve freze uygulamaları için yüksek hassasiyetli pnömatik ayna.
Detayları Gör →
R-Serisi Pnömatik Ayna
Ağır hizmet tipi tornalama ve sabit sıkma işlemleri için sağlam çözüm.
Detayları Gör →