


Saisissez votre adresse e-mail pour demander la brochure. En raison du décalage horaire, nous vous l’enverrons le prochain matin ouvré (GMT+8, heure de Pékin).

Système de changement rapide
Plaque à point zéro pneumatique
La base de l'automatisation.
La plaque pneumatique zéro-point Nextas aide à standardiser l’échange de montages sur tables de machine et stations automatisées. Elle permet un verrouillage rapide et répétable, idéal pour les cellules qui doivent enchaîner proprement les étapes manuelles et automatiques.
Répétabilité micrométrique Garantit une précision de repositionnement de ≤ 0,005 mm, éliminant le besoin de réalignement.
Force de serrage massive Le mécanisme à ressort de sécurité garantit un bridage rigide même lors des coupes lourdes.
Changement en quelques secondes Le déverrouillage pneumatique permet un bridage quasi instantané, minimisant les temps d'arrêt.
Meilleure adéquation
Choisissez cette plaque quand la perte de temps provient des échanges de montages
Idéale pour les palettes tombeau, les montages chargés par robot et les travaux répétitifs où la machine ne devrait pas attendre de ré-indication.
Comparer d'abord
Confirmez le standard des tirants, le nombre de stations et la logique pneumatique
La plupart des clients décident plus rapidement une fois que l'entraxe 52 / 96 mm, l'empreinte du montage et les besoins en air ou capteurs sont clairs avant d'approfondir les tableaux.
Étape suivante
Allez directement aux sections de décision
Utilisez les liens rapides ci-dessous pour comparer la sélection, l'intégration et la maintenance sans vous perdre dans la page complète.
Avantages clés
- Répétabilité micrométrique: Garantit une précision de repositionnement de ≤ 0,005 mm, éliminant le besoin de réalignement.
- Force de serrage massive: Le mécanisme à ressort de sécurité garantit un bridage rigide même lors des coupes lourdes.
- Changement en quelques secondes: Le déverrouillage pneumatique permet un bridage quasi instantané, minimisant les temps d'arrêt.
- Prêt pour l'automatisation: Ports intégrés pour la détection d'air et le nettoyage des cônes, pour une intégration robotique fiable.
Transmission rapide du projet
Envoyez le modèle de machine, la pièce et le temps de cycle visé
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Machine et interface
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Pièce et objectif de bridage
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Précision et objectif d’automatisation
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Caractéristiques principalesSpécifications techniques et conceptionIntégration de l'automatisationScénarios d'application polyvalentsRésultats prouvés: Étude de casGuide de sélection et d’intégration

Caractéristiques principales
- Nouveau produit breveté: Un produit innovant lancé mondialement avec des avantages technologiques uniques.
- Compatibilité standard: Adopte l'entraxe standard de 52/96 mm pour une compatibilité universelle avec d'autres produits de bridage.
- Ultra-haute précision: Précision de repositionnement inférieure à 0,005mm pour les tâches les plus exigeantes.
- Performance selon la gamme: Selon la taille du pallet, la force de serrage va de 9 000 N à 40 000 N et la charge de levage de 100 kg à 660 kg.
- Fiabilité accrue: Équipé de tests d'étanchéité à l'air et de fonctions de nettoyage pour un fonctionnement robuste.
- Serrage renforcé: La fonction de renforcement par pression d'air augmente la force de serrage, améliorant la stabilité.
- Utilisation pratique: Soulève automatiquement l'étau/la palette lors du déverrouillage pour une utilisation efficace.
Spécifications techniques et conception
Conçu pour la précision, la durabilité et une intégration transparente dans les flux de travail automatisés.
Aperçu des spécifications de la gamme
Modèles de référence alignés sur le catalogue actuel. Des interfaces 52 mm et 96 mm sont disponibles pour les palettes automatisées, les montages et les changements préparés pour robot.
| Modèle | Standard de tirette | Répétabilité | Force de serrage | Charge de levage | Pression de déverrouillage | Tirette | Poids |
|---|---|---|---|---|---|---|---|
| NT-S52P125QD1 | 52 mm | ≤0,005 mm | 9 000 N | 100 kg | 0,5–0,8 MPa | NT-S52P16V1 | 3,5 kg |
| NT-S52P168QD1 | 52 mm | ≤0,005 mm | 9 000 N | 100 kg | 0,5–0,8 MPa | NT-S52P16V1 | 5,2 kg |
| NT-S52P229QD1 | 52 mm | ≤0,005 mm | 18 000 N | 200 kg | 0,5–0,8 MPa | NT-S52P16V1 | 6 kg |
| NT-S96P200QD1 | 96 mm | ≤0,005 mm | 20 000 N | 330 kg | 0,5–0,8 MPa | NT-S96P20V1 | 9 kg |
| NT-S96P250QD1 | 96 mm | ≤0,005 mm | 20 000 N | 330 kg | 0,5–0,8 MPa | NT-S96P20V1 | 12 kg |
| NT-S96P392QD1 | 96 mm | ≤0,005 mm | 40 000 N | 660 kg | 0,5–0,8 MPa | NT-S96P20V1 | 18 kg |
Tous les modèles de référence utilisent des corps en acier inoxydable trempé, le déverrouillage pneumatique, une structure mécanique autobloquante, la pressurisation du serrage, l’autonettoyage du cône de référence, le test d’étanchéité et un indexage fixe 4 × 90°.

La précision par la conception
Le système Nextas utilise la pression pneumatique pour déverrouiller, tandis que de puissants ressorts internes actionnent les glissières de serrage. Cela tire les goujons de positionnement dans des cônes de centrage coniques, créant une connexion sûre, amortissant les vibrations, avec un point zéro défini avec précision. L'état "normalement verrouillé" garantit que la force est maintenue même en cas de perte de pression d'air, assurant la sécurité.
Conçu pour l'atelier moderne
Fabriquées en acier inoxydable trempé et résistant à la corrosion, nos plaques à point zéro sont conçues pour résister aux rigueurs de tout environnement de fabrication. Le système est entièrement scellé pour protéger le mécanisme interne des copeaux, du liquide de coupe et d'autres débris. Des canaux de soufflage d'air intégrés nettoient automatiquement les cônes de centrage de tout contaminant avant le serrage, garantissant que la répétabilité de —,005mm est maintenue à chaque fois.

La porte vers l'usinage sans surveillance
En fournissant une interface commune de haute précision sur toutes vos machines — des centres de fraisage aux EDM et MMT — le système point zéro déverrouille une véritable optimisation des processus. Les pièces palettisées peuvent être déplacées entre les opérations par un robot, bridées avec une précision répétable, et usinées sans intervention de l'opérateur. C'est la clé de la fabrication "lights-out" (sans lumière).
Pourquoi cette plateforme fonctionne
Avantages clés
Placé ici intentionnellement pour que les acheteurs puissent d'abord examiner les détails techniques difficiles, puis les connecter aux gains de production qu'ils visent.
Répétabilité au micron
Garantit une précision de repositionnement répétable de ≤0,005 mm, aidant à éliminer le réalignement manuel dans les configurations répétées.
Force de bridage massive
Le verrouillage à ressort de sécurité maintient l'interface rigide lors des coupes agressives et protège la continuité de service en cas d'interruption d'air.
Changement en quelques secondes
Le déverrouillage pneumatique rend les échanges quasi instantanés pratiques, réduisant le temps d'inactivité de la broche entre les pièces, palettes et montages.
Prêt pour l'automatisation
La détection d'air intégrée et le support de nettoyage des cônes simplifient le chargement robotique et rendent les cycles sans surveillance plus fiables.

Intégration de l'automatisation
La plaque à point zéro pneumatique Nextas rationalise l'automatisation robotique: elle se synchronise avec les bras robotiques pour des échanges rapides et sans erreur de pièces ou de dispositifs, réduisant considérablement le temps de réglage manuel. Sur l'ensemble de la gamme de référence, la force de serrage va de 9 000 N à 40 000 N avec des charges de levage de 100 kg à 660 kg, offrant aux robots une interface stable aussi bien pour les montages compacts que pour les palettes lourdes.
L'interface de précision assure une exactitude constante afin que les robots puissent répéter les tâches sans aucun recalibrage. En reliant les robots aux machines-outils pour des flux de travail d'usine fluides et sans surveillance, le système permet une opération 24/7 en temps masqué.
Scénarios d'application polyvalents
De l'efficacité sur une seule machine aux lignes de production entièrement automatisées, notre système s'adapte à vos besoins.
Centres d'usinage horizontaux (HMC)
Parfait pour les pools de palettes sur les HMC. Préparez les dispositifs hors ligne et chargez-les dans le changeur de palettes, garantissant que la machine est toujours en train de couper.
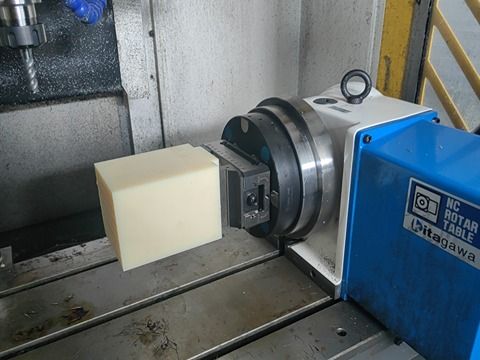
Usinage 5 axes
Surélève la pièce de la table, offrant un accès supérieur de l'outil aux cinq côtés d'une pièce, éliminant les montages multiples.
Cellules de production automatisées
Le cœur de tout système de fabrication flexible (FMS). Les robots peuvent échanger de manière fiable des montages entiers pour une production sans surveillance 24/7.
Inspection et contrôle qualité
Utilisez la même référence de point zéro sur votre MMT. Transférez les pièces directement de la CNC à l'inspection sans re-bridage, éliminant ainsi les erreurs.
Résultats prouvés: Étude de cas
Notre système permet un changement rapide dans la fabrication industrielle, augmentant l'efficacité du changement de plus de 90% et l'efficacité de la production de plus de 30%.

Guide de sélection et d’intégration
Checklist pratique pour choisir une plaque point-zéro pneumatique (déverrouillage par air, verrouillage par ressort) et l’intégrer à des palettes, APC et cellules robotisées.
Besoin de palettisation? Associez la solution à notre Changeur de palette automatique.
Quand une plaque point-zéro pneumatique est pertinente
- Vous cherchez un re-serrage répétable pour des chaînes multi-op (ex. fraisage → EDM → CMM).
- Vous mettez en place du serrage palettisé (pool HMC) ou des montages 5 axes (tombstone/fixtures).
- Objectif: automatisation 24/7 (robot, APC – Changeur de palette automatique, ou FMS).
- Principe fail-safe: serrage assuré par ressorts; l’air sert uniquement au déverrouillage.
Points à confirmer avant achat
- Standard et entraxe des tirants/pull studs: compatibilité 52 mm / 96 mm.
- Nombre de modules & implantation: 4 modules, 6 modules ou motif sur mesure.
- Répétabilité: classe ≤0,005 mm pour une base de référence stable.
- Force de serrage & rigidité: efforts de coupe, porte-à-faux et empilage (stack-up).
- Pneumatique: pression d’utilisation (souvent ~6 bar) et protection des lignes d’air.
- Automatisation: confirmation serré/desserré, interlocks, soufflage de nettoyage des cônes.
Interface palette & montage
Standardisez les pull studs sur chaque palette/montage pour préparer hors machine et « poser & serrer » sur n’importe quel centre. Des pions de centrage aident à l’orientation répétable.
Intégration air & I/O
Utilisez un air comprimé propre et sec, avec régulation près de la machine. En cellule robotisée, séquencez les vannes et l’I/O pour autoriser l’usinage uniquement après confirmation de serrage.
Validation de capabilité
Testez sur cycles: serrer/desserrer, palper le datum, enregistrer les écarts. C’est la preuve la plus rapide de la stabilité d’un système point-zéro.
Objectifs typiques visés
Temps de réglage
Du bridage manuel à des changements rapides en minutes – voire moins.
Stabilité qualité
Moins de retouches après re-serrage, idéal en multi-op.
Prêt pour l’automatisation
Interface cohérente entre CNC, EDM et contrôle.
Les résultats varient selon la pièce, le montage, les conditions de coupe et la séquence d’automatisation.
Installation, pneumatique & maintenance
Conseils pratiques pour mettre en service une plaque point-zéro déverrouillée par air et conserver la répétabilité sur de longues séries.
Installation & alignement (checklist rapide)
- 1Nettoyer la table machine et vérifier la surface d’appui de la plaque.
- 2Utiliser des pions/dowels pour l’orientation initiale afin que les palettes se répètent toujours.
- 3Serrer les vis en croix; re-contrôler après le premier cycle thermique.
- 4Vérifier la hauteur des pull studs et le stack-up pour que chaque module s’assoie bien dans les cônes.
- 5Effectuer plusieurs cycles serrer/desserrer et palper un datum avant production.
Air comprimé & fiabilité
- Utiliser un air propre, sec et filtré (standard atelier). Réguler près de la machine.
- Protéger flexibles/coupleurs des copeaux et du liquide; prévoir une protection en cellule robotisée.
- En automatisation, mettre un interlock “serré confirmé” avant lancement d’usinage.
- Activer le soufflage de nettoyage des cônes (si équipé) avant serrage.
- Planifier une inspection périodique des cônes, tirants et joints, surtout en environnement agressif.
Causes fréquentes d’instabilité (et solutions)
Copeaux dans les cônes
Soufflage + nettoyage; bonne gestion des copeaux/coolant.
Pull studs non standardisés
Standardiser le type et le couple de montage sur toutes les palettes.
Pression faible / fuites
Contrôler régulateurs et raccords; vérifier la pression à la plaque.
Flexibilité du montage
Réduire le porte-à-faux, ajouter du support et valider la rigidité.
Aide-mémoire: sélection • intégration • maintenance
Référence compacte, orientée atelier, pour choisir la bonne configuration, intégrer proprement à la machine/à l’automatisation et garder une répétabilité stable en production.
1) Sélection: choisir la bonne configuration
| Si votre priorité est… | Commencez par… | Pourquoi c’est utile |
|---|---|---|
| Changements rapides / production high-mix | Standardisez une interface (point zéro / ITS / 3R) sur vos machines et utilisez des plaques/palettes dédiées. | Permet la préparation hors machine et des changements en secondes avec peu de reprise d’origine. |
| Accès 5 axes et dégagement outil | Choisissez un profil bas et anticipez le dégagement (hauteur d’empilement, corps, accès clé). | Réduit les risques de collision et conserve la portée en cavités profondes. |
| Usinage sans surveillance / cellule robotisée | Ajoutez des confirmations (clamp-OK / présence pièce), une protection copeaux et une séquence de reprise. | Diminue les erreurs de chargement et fiabilise l’automatisation. |
| Ébauche lourde / efforts de coupe élevés | Augmentez les appuis et la rigidité (plus de points de serrage, base plus rigide, empilement plus court). | Limite la déflexion et protège l’état de surface. |
2) Intégration: à préparer avant l’installation
| Élément | Choix typique | Astuce pratique |
|---|---|---|
| Montage et références | Trame de fixation + pions / clavettes / arête de référence | Définissez un repère maître et gardez une palette/pièce étalon pour des contrôles rapides. |
| Énergies | Air propre et sec avec FRL; pression stable; (hydraulique/électrique si besoin) | Purger le FRL régulièrement et éviter les flexibles longs/restrictifs qui ralentissent l’actionnement. |
| Handshake de commande | M-codes/PLC I/O: clamp, unclamp, clamp-OK, défaut | Utilisez des temporisations et états sûrs; journalisez les signaux pour diagnostiquer les arrêts intermittents. |
| Validation process | Macro palpage / comparateur / contrôle première pièce | Fixez une référence de répétabilité après installation puis comparez chaque semaine. |
3) Maintenance: stabiliser la répétabilité
| Risque / usure | Symptôme précoce | Prévention / correctif rapide |
|---|---|---|
| Copeaux sur surfaces de référence | Décalage pièce, dérive de répétabilité | Soufflage + essuyage des portées; ajouter protections/air de nettoyage si nécessaire. |
| Joints/racleurs et glissières | Actionnement lent, fuites, serrage irrégulier | Contrôler régulièrement; limiter coolant/abrasifs; remplacer les pièces d’usure proactivement. |
| Visserie desserrée / portées abîmées | Désalignement, marques de vibration | Contrôle couple; utiliser des pions; ébavurer légèrement à la pierre (sans ‘usiner’ le repère). |
| Air/huile contaminé | Mouvement collant, alarmes en automatisation | Améliorer filtration/séchage; purger; prévoir un kit de rechange simple. |
Besoin de CAD/STEP, d’un plan de montage ou d’une recommandation pour votre pièce?
Contactez-nousQuestions fréquentes
Qu'est-ce qu'une plaque à point zéro pneumatique et à qui s'adresse-t-elle?
La plaque à point zéro pneumatique est une base de bridage de haute précision pour machines CNC, conçue pour les fabricants visant à automatiser, réduire les temps de réglage et améliorer la précision.
Quelles sont les spécifications clés?
Les spécifications clés varient selon le modèle: standards 52/96 mm, répétabilité ≤ 0,005 mm, force de serrage de 9 000 N à 40 000 N, charge de levage de 100 kg à 660 kg, déverrouillage pneumatique à 0,5–0,8 MPa et fonctions intégrées de test d’étanchéité et de nettoyage des cônes.
Avec quelles machines est-elle compatible?
Elle est compatible avec les centres CNC 5 axes, les fraiseuses, l'EDM et les MMT, ce qui en fait un composant polyvalent pour la fabrication intégrée.
Comment la plaque à point zéro pneumatique est-elle installée?
L'installation se fait généralement via un modèle de boulonnage standard sur la table de la machine. Elle se connecte à l'interface pneumatique de la machine pour l'actionnement et nécessite des goupilles de localisation pour l'alignement initial.
Où puis-je obtenir des fichiers CAO ou de la documentation technique?
Pour les modèles STEP/IGES ou les plans 2D, veuillez contacter notre équipe d'ingénierie.
Quelle est la différence entre le déverrouillage pneumatique et le serrage pneumatique?
Notre système est à "sécurité intégrée" (failsafe). Il utilise de puissants ressorts internes pour être *toujours* en état verrouillé et serré. La pression pneumatique (air) n'est utilisée que pour *déverrouiller* la plaque. Cela signifie que si votre ligne d'air est coupée, la plaque reste solidement serrée.
Comment fonctionne la fonction "turbo" pour la force de serrage?
La fonction turbo utilise une brève application d'air à haute pression pour *augmenter* momentanément la force des ressorts de serrage internes. Cela assoit les tirettes plus fermement et augmente la force de maintien finale, offrant une rigidité maximale pour l'usinage lourd.
Quel type d'entretien ces plaques pneumatiques nécessitent-elles?
L'entretien est minimal grâce à la conception scellée. Nous recommandons une inspection périodique des cônes de localisation. La fonction de nettoyage par air intégrée gère la plupart des débris. Une vérification annuelle des joints est recommandée.
Cette plaque peut-elle être utilisée dans un environnement avec beaucoup de liquide de coupe et de copeaux?
Oui, absolument. Le système est entièrement scellé pour empêcher le liquide de coupe et les copeaux de pénétrer. La fonction d'autonettoyage par soufflage d'air éjecte activement tous les débris des cônes de localisation avant chaque cycle de serrage.
Quel est l'avantage de l'entraxe standard 52/96 mm?
Cela fait référence à la distance standard entre les centres des modules de serrage. En adhérant à cette norme industrielle, nos plaques sont compatibles avec un vaste écosystème de dispositifs de bridage tiers (étaux, tours, gabarits).
Ressources et téléchargements
Produits associés

Changeur de palettes automatique
Intégrez-le pour des cycles de production entièrement automatisés et un rendement accru.
Voir les détails →
Mandrin Série-E
Mandrin pneumatique de haute précision pour applications de tournage et de fraisage automatisées.
Voir les détails →
Mandrin Série-R
Solution de serrage robuste pour le tournage intensif et le bridage stationnaire.
Voir les détails →