Broşürü talep etmek için e-posta adresinizi girin. Saat farkı nedeniyle bir sonraki iş sabahı göndereceğiz (GMT+8, Pekin saati).

Modüler İş Parçası Bağlama Temeli
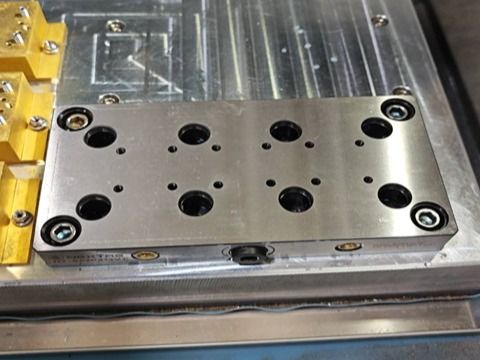
Sıfır Noktası Bağlama Plakası
Üstün Esneklik İçin Temel
Nextas sıfır nokta bağlama plakası ailesi, hızlı bağlama ve standartlaştırılmış palet sistemleri için tasarlanmıştır. Benzer bir plaka arayüzü ile vislerin, paletlerin ve modüler fikstürlerin hızlı değişimini sağlar.
52 / 96 mm aileleri
Vise, palet & fikstür tabanı
İlk manuel, daha sonra otomasyon için hazır
En uygun
Makine tablasının tek bir tekrarlayan datum standardına ihtiyacı olduğunda bu sayfayı seçin
Hızlı değişimi gerektiren ancak ilk gün tam bir otomasyon projesi zorunlu kılmayan visler, palet plakaları ve modüler fikstürler için en temiz başlangıç adımıdır.
Önce karşılaştırın
52 / 96 mm ailesi, plaka ayak izi ve gelecekteki yükseltme yolunu kontrol edin
Bu karşılaştırma genellikle alıcılara manuel datum plakasının şimdi yeterli olup olmadığını veya pnömatik ya da APC-hazır bir rotanın daha erken planlanması gerekip gerekmediğini söyler.
Sonra git
Tüm sayfayı taramak yerine kısayolları kullanın
Düzen planlaması gerçek karar darboğazı olduğunda doğrudan seçim, entegrasyon ve bakıma atlayın.
Göreve göre katılın
Doğru bölüme daha hızlı erişin
Plaka boyutlarını karşılaştırıyorsanız, kurulum mantığını kontrol ediyorsanız veya paylaşılan datum arayüzü etrafında bakım planlıyorsanız aşağıdaki kısayolları kullanın.
Seçim odağı
52 mm vs 96 mm aileleri, plaka boyutu, grid yoğunluğunu ve tablonun gerçekten kaç istasyona ihtiyacı olduğunu karşılaştırın.
Entegrasyon odağı
Cıvata desenini, fikstür yeniden kullanımını, palet planını ve sıfır noktası modüllerinin daha sonra eklenip eklenemeyeceğini doğrulayın.
Bakım odağı
Temizliği, oturuş kontrolleri ve tekrarlanabilirliği zaman içinde koruyan günlük işleme uygulamalarını gözden geçirin.
Hızlı mühendislik el değiştirmesi
Dört girdi gönderin ve daha net bir tavsiye alın
- Makine modeli ve kullanılabilir tabla zarfı.
- Monte edilecek fikstür, vise veya palet türleri.
- Değişim hedefi ve tekrarlanabilirlik gereksinimi.
- Proje şu anda manuel mi yoksa daha sonra otomasyon için hazır mı olabilir.
Plaka Teknik Özellikleri
| Parametre | Özellik |
|---|---|
| Plaka Malzemesi | Sertleştirilmiş Paslanmaz Çelik |
| Düzlük / Paralellik | ≤0,005 mm |
| Standart Boyutlar (U x G) | Kataloğa bakınız |
| Entegre Modüller | Plaka boyutuna bağlı olarak 1, 2, 4 veya daha fazla |
| Modül Aralığı | Standart 52mm, 96mm, 200mm ızgaralar veya özel desenler |
| Montaj Sistemi | Standart T-kanallı tablalar veya doğrudan montaj için tasarlanmıştır |
| Yüzey İşlemi | Korozyona dayanıklı kaplama |

Sağlam Bir Temel Olarak İnşa Edildi
Nextas Sıfır Noktası Bağlama Plakası, makineniz ile iş parçası bağlama sisteminiz arasındaki kritik bağlantıyı sağlar. Her plaka, yüksek kaliteli, gerilimi giderilmiş çelik veya alüminyumdan üretilir ve yüksek düzeyde düzlük ve paralellik elde etmek için hassas taşlanır. Bu, entegre sıfır noktası modüllerinin mikron seviyesindeki hassasiyetinin iş parçanıza iletilmesini sağlar. Plakalar, standart bir ızgara deseni (örneğin 52mm/96mm) ve pnömatik çalıştırma için entegre tesisat ile donatılmıştır, böylece kurulum temiz, basit ve son derece hızlı olur.
52mm/96mm Endüstri Standardı Modül Tasarımı
Manuel sıfır noktası plakası, küresel CNC işleme takım sistemleriyle güçlü uyumluluk sağlayan 52mm/96mm endüstri standardı modül tasarımını kullanır. Bu standardizasyon, özel uyarlama sorunlarını önler ve hem küçük atölyelere hem de büyük üretim tesislerine kolay entegrasyon sağlar. İki modül boyutu, farklı iş parçası ağırlığı ve boyut ihtiyaçlarını karşılayarak çeşitli işleme görevlerinde esnekliği artırır. Yaygın olarak bulunan yedek parçalarla bakım ve değişim basitleşir. Tutarlılığa önem veren işletmeler için bu tasarım, uyumsuz takımlardan kaynaklanan duruş sürelerini azaltır ve genel operasyonel verimliliği artırır.
Doğru sıfır noktası bağlama plakasını nasıl seçersiniz
Sıfır noktası bağlama plakası sadece bir “taban plaka” değildir; makinenizin standart arayüzüne dönüşür. Başta doğru konfigürasyonu seçmek, tekrarlanabilir hassasiyet, daha hızlı değişimler ve paletleme/otomasyona daha temiz bir geçiş sağlar.
1) Plaka boyutu & montaj
Plaka ölçüsünü tabla hareketi ve T-kanal düzeniyle eşleştirin. Takım yolları, soğutma akışı ve talaş tahliyesi için boşluk bırakın. Sık değişim yapan atölyeler genellikle her makine için bir “ana plaka” standardize eder.
2) Modül yerleşimi & grid
Palet, mengene ve fikstürlerle geniş uyumluluk için 52 mm/96 mm endüstri standardı deseni seçin. Daha büyük parçalar veya ağır talaş? Daha geniş yayılım (veya daha fazla modül) rijitliği ve yük kapasitesini artırır.
3) Bağlama tarzı
High-mix üretimde hızlı değişimli mengeneler ve standart paletler önceliklidir. 4/5 eksen için rijitlik, Z yüksekliği ve tekrarlanabilir konumlama önemlidir; böylece parçayı yeniden bağlamadan CNC’den CMM’e taşıyabilirsiniz.
Sıfır noktası plakası vs geleneksel T-kanallar
| Önemli olan | T-kanal kurulumları | Sıfır noktası bağlama plakası |
|---|---|---|
| Değişim süresi | Manuel ölçümleme & hizalama | Palet/fikstürleri dakikalar içinde değiştirin |
| Tekrarlanabilirlik | Operatöre bağlı | Tutarlı konum (temizlik & bakım ile) |
| Ölçeklenebilirlik | İşler arasında standardize etmek zor | Palet, mengene ve fikstürler için standart arayüz |
| Ölçüm/inspeksiyon akışı | Çoğu zaman yeniden bağlama gerekir | Aynı palet/aynı sıfır referansla CNC → CMM |
Atölyeniz sık iş değiştiriyorsa, kısa seri çalışıyorsa veya otomasyona giden net bir yol istiyorsa, sıfır noktası plakası genellikle spindle uptime’ı artırarak ve kurulum değişkenliğini düşürerek kendini amorti eder.
Kurulum & bakım kontrol listesi
- Montaj & nivelman: Plakayı tabla üzerine cıvatalayın ve düz temasını doğrulayın. Katalogdaki önerilen sıkma torklarını uygulayın.
- Hava beslemesini bağlayın: Uygun filtrasyonla temiz ve kuru hava kullanın. Üretim öncesi sızdırmazlığı kontrol edin.
- Kelepçeleme strokunu doğrulayın: Aç/kapa döngülerini test edin ve tüm modüllerin tutarlı şekilde devreye girdiğini doğrulayın.
- Arayüzleri temiz tutun: Talaş yönetimi her şeydir. Yüklemeden önce hızlı bir silme veya hava ile üfleme tekrarlanabilirliği artırır.
- Rutin kontroller: Contaları, referans yüzeylerini ve bağlantıları talaş/soğutma koşullarınıza göre periyodik kontrol edin.
İpucu: Palet havuzu veya otomasyon planlıyorsanız, plaka desenlerini ve palet arayüzlerini erken standardize edin — sonra yeniden iş yapmayı azaltır.
Konfigürasyon planlayıcı (modüller, ızgara ve kullanım senaryosu)
Sık iş değişimi, paletleme veya 5 eksenli fikstürler için CNC sıfır nokta bağlama plakası seçerken hızlı bir rehber. Amaç, arayüzü (plaka + palet/fikstür) standartlaştırırken takım boşluğu, talaş tahliyesi ve pnömatik hat düzenini pratik tutmaktır.
| Senaryo | Önerilen yerleşim | Neden işe yarar | Notlar |
|---|---|---|---|
| High-mix VMC (hızlı değişim mengene) | 52mm/96mm ızgarayı mengeneye hizala; hava portlarına erişimi açık bırak | Gösterge ile ayar yapmadan hızlı değişim; daha tutarlı work offset | Her değişimde “kıskaçlamadan önce temizle” adımını standartlaştır |
| HMC tombstone (çok yüzeyli) | Modülleri daha geniş yay; footprint altında simetrik yerleşim | Ağır talaş kaldırmada daha iyi rijitlik ve stabilite | Soğutma/talaş akışını planla; referans yüzeyler temiz kalsın |
| 5 eksen fikstür (düşük Z yüksekliği) | Alçak profil plaka + kompakt taban; takım geçişine göre modül konumları | Trunnion/eğimli tabloda erişim artar, çarpışma riski azalır | Rijitlik ve prob/ölçüm erişimini önceliklendir |
| Palet havuzu / robot | Tek palet desenini ve yönünü standartlaştır; manifold ve hızlı bağlantıları sabitle | Hata riski azalır, otomasyon daha kararlı çalışır | Paletleri etiketle; datum stratejisini makineler arasında aynı tut |
| CNC → CMM transfer paleti | Ölçüm tarafında aynı deseni kullan; datum özellikleri tutarlı olsun | Tekrar fikstürleme hatasını azaltır, true position kontrolünü kolaylaştırır | Temizlik sonrası yeniden oturma sapmasını takip ederek gerçek tekrar edilebilirliği doğrula |
Long-tail anahtar kelimeler: CNC sıfır nokta bağlama plakası, 52mm 96mm ızgara, HMC tombstone hızlı değişim tabanı, 5 eksen paletleme fikstürü.
Pnömatik gereksinimler ve hava kalitesi kontrol listesi
Tekrar edilebilirlik sorunlarının çoğu temel sebeplerden gelir: dengesiz basınç, nem/yağ ve referans yüzeylerde talaş. Bu kontrol listesi pnömatik sıfır nokta bağlama için pratiktir (kesin değerleri katalogdan doğrulayın).
| Kontrol noktası | Hedef | Neden önemli |
|---|---|---|
| Stabil hava basıncı | Atölye için tipik aralık (çoğu zaman 5–8 bar) ve çevrimde düşüş olmaması | Tutarlı bağlama kuvveti ve tekrar edilebilir oturma |
| Filtre ve su tutucu | Makineye yakın filtre + su tutucu; düzenli tahliye | Keçeleri korur, yapışma ve kaçak riskini azaltır |
| Temiz hızlı bağlantılar | Soğutma sisi temasını azalt; hortumları talaş üflemesinden uzak tut | Kontaminasyon azalır, aç/kapa daha hızlı olur |
| Kaçak ve çevrim testi | Montaj/servis sonrası tekrar tekrar aç/kapa çevrimi | Küçük kaçakları duruşa dönüşmeden yakalar |
| Güvenlik / interlock | Uygunsa bağlama durumunu CNC/robot mantığına entegre et | Takımı, fikstürü ve otomasyon sırasını korur |
Arama niyeti: sıfır nokta plaka hava basıncı, sıfır nokta modül bakımı, paletleme workholding.
Arıza giderme: tekrar edilebilirlik ve bağlama
High-mix üretimde küçük detaylar birikir: referans yüzeylerde talaş, dengesiz sıkma momenti, nemli hava. Aşağıdaki tablo en yaygın belirtileri hızlıca teşhis etmeye yardımcı olur.
| Belirti | Olası neden | Hızlı çözüm | Önleyici alışkanlık |
|---|---|---|---|
| Talaş yoğun işlerden sonra tekrar edilebilirlik sapması | Referans yüzeylerde/alt tabanda talaş veya kir | Üfle + sil; yeniden oturt ve kontrol et | Her değişimde “temizle-sonra-kıskaçla” standardı |
| Tam kilitlemiyor / tutarsız kavrama | Düşük basınç, mikro kaçak veya kirli bağlantılar | Regülatör, bağlantı elemanları ve FRL kontrolü; çevrim testini tekrarla | Bağlantıları kuru tut; su tutucuyu düzenli boşalt |
| Fikstür sallanıyor / düzensiz oturma | Yüzey temiz/düz değil veya sıkma momenti plakayı bozuyor | Gevşet, temizle, çapraz sırayla yeniden sık | Kontrollü tork ve dokümante montaj prosedürü |
| Aç/kapa yavaş hissediliyor | Nem/kir valf ve keçelerde sürtünmeyi artırıyor | Filtreleme, kurutma ve hortum güzergâhını kontrol et | Talaş/soğutma ortamına göre periyodik filtre bakımı |
| Duyulur hava kaçağı | Keçe aşınması veya hasarlı bağlantılar | Keçe ve bağlantıları kontrol et; sarf parçaları değiştir | Çevrim sayısı ve servis aralıklarını kritik hücrelerde kaydet |
Long-tail anahtar kelimeler: sıfır nokta plaka tekrar edilebilirlik, palet workholding arıza giderme, sıfır nokta modül hava kaçağı, yeniden oturma sapması.
Tipik tolerans iş akışı (CNC → CMM → CNC)
Sıfır noktası bağlama plakası, standart datum arayüzünüz olduğunda parlar: parça aynı palet/fikstür üzerinde işleme → ölçüm → geri döner. Bu, yeniden bağlama hatasını azaltır ve tekrarlanabilirliği ölçülebilir hale getirir.
- Datum stratejisini erken netleştirin: A/B/C datumlarını (veya probalama şemasını) tanımlayın ve CNC programları ile ölçüm rutinlerinde tutarlı kullanın.
- Palet üzerinde işleyin: Aynı referanslarla kaba + finiş işleyin. Offsetleri ve proses içi prob sonuçlarını kaydedin.
- Yeniden bağlamadan CMM’de ölçün: Palet/fikstürü CMM’e taşıyın; kritik özellikleri, true position ve düzlüğü aynı datum setine göre doğrulayın.
- Sonuçları CNC’ye geri besleyin: Wear offsetleri güncelleyin veya kontrollü düzeltmeler uygulayın. Stabiliteyi görmek için aynı bağlama sırasını tekrarlayın.
- Kabiliyeti belgeleyin: Bağlama tekrarlanabilirliğini, offset drift’i ve re-seat variation’ı (özellikle talaş yoğun operasyonlardan sonra) takip edin.
| Ne kaydedilmeli | Neden önemli |
|---|---|
| Prob/CMM hizalama notları | Tutarlı bir CNC → CMM datum aktarım akışı sağlar |
| Offset geçmişi (aşınma + düzeltme) | Stabiliteyi gösterir ve tekrar işlerde hurdayı azaltır |
| Temizlik sonrası re-seat variation | Gerçek koşullarda plaka tekrarlanabilirliğini doğrular |
CMM / inspeksiyonda doğrulanacak yaygın özellikler (GD&T)
Parça aynı palet/fikstürde kaldığında, GD&T trendlerini seri boyunca izleyebilir, drift’i erken yakalayabilir ve yeniden bağlama riskini azaltabilirsiniz.
- True position delikler, pimler ve civata desenleri
- Flatness referans yüzeyler / sızdırmazlık yüzeyleri
- Perpendicularity kritik yüzeyler ile delikler arası
- Parallelism temas yüzeyleri ve stack-up’lar
- Concentricity / koaksiyellik delikler için
- Surface profile karmaşık bölgelerde
- Runout (dairesel / total) dönen elemanlarda
- Re-seat variation temizlik ve yeniden bağlama sonrası
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Bu iş akışının desteklediği arama terimleri: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
Aksiyon Halinde Görün
Hızlı Pnömatik Kenetleme Hareketi
Pnömatik sıfır noktası kenetlemesi hızlı ve güçlü çalışır. Bir düğmeye basıldığında, sistem kuvvetli bir şekilde devreye girerek fikstürü güvenli bir şekilde kilitler. Bu, yüksek üretim ortamlarında güvenilir bir hızlı değişim çözümüdür.
Kendinden Merkezlemeli Mengene ile Uyumluluk: Kurulum Süresini %90'dan Fazla Azaltın
Manuel sıfır noktası plakası, kendinden merkezlemeli mengenelerle birlikte kurulum süresini %90'dan fazla azaltabilir. Geleneksel kurulumlar, zaman alıcı ve hataya açık olan ve parça kalitesine zarar veren tekrarlanan manuel hizalama gerektirir. Kendinden merkezlemeli bir mengene ile eşleştirildiğinde, plaka önceden ayarlanmış sıfır referanslarını ve otomatik merkezlemeyi kullanarak operatörlerin iş parçalarını saniyeler içinde sabitlemesine olanak tanır. Bu, sık iş değişiklikleri olan yüksek çeşitlilikli, düşük hacimli üretim için hayati önem taşır çünkü hassasiyeti korurken makine kullanımını ve çıktıyı artırır.


Dikey/Yatay İşleme Merkezleri ve 3/4/5 Eksenli Sistemler için Çok Yönlü
Manuel sıfır noktası plakası son derece çok yönlüdür; dikey/yatay işleme merkezlerine (VMC/HMC) ve 3 eksenli, 4 eksenli, 5 eksenli CNC sistemlerine uygundur. Dikey işlemede, frezeleme, delme ve kılavuz çekme için iş parçalarını stabilize eder. Yatay kurulumlarda, daha uzun/ağır iş parçalarını desteklemek için yerçekimini kullanır. Konturlama gibi karmaşık 4/5 eksenli görevler için hassas hizalaması kaliteyi garanti eder. Otomotiv, havacılık ve tıbbi cihaz üretimi gibi endüstrilere hizmet vererek birden fazla özel alet ihtiyacını ortadan kaldırır, maliyetleri düşürür ve envanter yönetimini basitleştirir.
Yatay İşleme Merkezleri (HMC)
Sıkma plakalarını kule (tombstone) fikstürleri için taban olarak kullanın; böylece çok parçalı bir kurulumu çevrimdışı hazırlayıp yükleyebilir ve dakikalar içinde makineye takabilirsiniz.
Dikey İşleme Merkezleri (VMC)
VMC'nizi farklı mengeneler, 4. eksen döner tablalar veya işe özel fikstürler arasında uzun yeniden hizalama prosedürleri olmadan hızla geçiş yapmak için bir sıkma plakası ile donatın.
Otomatik Palet Havuzları
Sıkma plakalarımız, otomatik palet sistemleri için ideal temeldir. Sağlamlıkları ve standart arayüzleri, robotik yükleyiciler tarafından 7/24 güvenilir ve tekrarlanabilir değişimler sağlar.
CMM ve Ölçüm
Bir iş parçasını CNC'den doğrudan CMM'ye aynı palet üzerinde, referans olarak aynı sıkma plakasını kullanarak aktarın. Bu, yeniden bağlama hatalarını ortadan kaldırır ve tutarlı ölçüm sağlar.

Vaka Analizi





Hızlı kılavuz: seçim • entegrasyon • bakım
Atölye odaklı, kompakt bir referans: doğru konfigürasyonu seçmenize, makine/otomasyonla kolay entegrasyona ve günlük üretimde tekrarlanabilirliği sabit tutmaya yardımcı olur.
1) Seçim: doğru konfigürasyonu seçin
| Önceliğiniz şuysa… | Şunla başlayın… | Neden işe yarar |
|---|---|---|
| Hızlı değişim / high-mix işler | Tek bir arayüzü (zero-point / ITS / 3R) makineler arasında standartlaştırın ve fikstür plakaları/paletler kullanın. | Tezgâh dışında hazırlık ve saniyeler içinde değişim sağlar; yeniden sıfırlamayı azaltır. |
| 5 eksen erişim ve takım boşluğu | Düşük profilli çözümler seçin ve boşlukları erken planlayın (stack yüksekliği, gövde, anahtar erişimi). | Çarpışma riskini azaltır ve derin bölgelerde erişimi korur. |
| Işıksız üretim / robotlu hücre | Onay sinyalleri (clamp-OK / parça var), talaş koruması ve kurtarma senaryosu ekleyin. | Yanlış yükleme riskini düşürür, otomasyonu daha güvenilir kılar. |
| Ağır kaba talaş / yüksek kesme kuvveti | Destek noktalarını ve rijitliği artırın (daha fazla bağlama istasyonu, daha rijit taban, daha kısa stack-up). | Eğilmeyi azaltır ve yüzey kalitesini korur. |
2) Entegrasyon: montajdan önce hazırlık
| Konu | Tipik seçenek | Pratik ipucu |
|---|---|---|
| Montaj ve datumlar | Civata deseni + pimler / kama yuvaları / referans kenar | Ana datum’u tanımlayın ve hızlı doğrulama için bir referans palet/parça bulundurun. |
| Medya | FRL’li temiz/kuru hava; stabil basınç; (gerekiyorsa hidrolik/elektrik) | FRL’yi düzenli boşaltın; uzun ve dar hortumlardan kaçının (hareketi yavaşlatır). |
| Kontrol el sıkışması | M-kodları/PLC I/O: clamp, unclamp, clamp-OK, fault | Timeout + güvenli durumlar kullanın; aralıklı duruşları bulmak için sinyalleri loglayın. |
| Proses doğrulama | Prob makrosu / komparatör kontrolü / ilk parça rutini | Kurulum sonrası tekrarlanabilirlik bazını oluşturun ve haftalık kıyaslayın. |
3) Bakım: tekrarlanabilirliği koruyun
| Risk / aşınma noktası | Erken belirti | Önlem / hızlı çözüm |
|---|---|---|
| Referans yüzeylerde talaş | Parça kayar, tekrarlanabilirlik bozulur | Hava ile üfle + sil; gerekirse talaş kapakları/temizleme havası ekleyin. |
| Keçeler/sıyırıcılar ve kızaklar | Yavaş hareket, kaçak, tutarsız sıkma | Periyodik kontrol; soğutucu/abraziften koru; sarf parçaları önleyici değiştir. |
| Gevşek bağlantılar / hasarlı temas yüzeyleri | Beklenmedik kaçıklık, titreşim izleri | Tork kontrolü; pim kullanımı; küçük çapakları taşlayarak alın (datum’u ‘işlemeyin’). |
| Kirli hava/yağ | Takılma, otomasyonda alarmlar | Filtrasyon/kurutmayı iyileştirin; hazneleri boşaltın; basit bir yedek parça kiti tutun. |
CAD/STEP, montaj deseni veya parçanıza özel öneri mi gerekiyor?
Bize ulaşınSıkça Sorulan Sorular
01 Sıfır noktası plakası, kurulum süresini geleneksel T-kanallara göre nasıl azaltır?
Bir sıfır noktası plakası, 30-60 dakika sürebilen T-kanallı manuel hizalamayı bir 'kilitle ve git' sistemiyle değiştirir. Sıfır noktası pimlerine sahip fikstürler plakaya yerleştirilir ve saniyeler içinde pnömatik olarak kenetlenir. Bu, kurulum süresini %90'ın üzerinde azaltarak operatörlerin işleri 5 dakikanın altında ve mikron seviyesinde tekrarlanabilirlikle değiştirmesine olanak tanır, böylece makine çalışma süresini önemli ölçüde artırır.
02 Bu bağlama plakasından bekleyebileceğim tipik tekrarlanabilirlik nedir?
Hassas taşlanmış modüller ve sertleştirilmiş çelik konumlandırma konileri içeren sıfır noktası bağlama plakalarımız, ≤ 0.005 mm (5 mikron) tekrarlanabilirliği garanti eder. Bu, bir fikstürü çıkarıp, farklı bir işi çalıştırıp, orijinal fikstürü iş ofsetlerinizin değişmediğinden emin olarak yeniden monte etmenizi sağlar.
03 Çelik ve alüminyum bağlama plakası arasındaki fark nedir?
Maksimum rijitlik, titreşim sönümleme ve aşınma direnci için Çelik tercih edin; bu, ağır hizmet tipi frezeleme ve yüksek üretim ortamları için idealdir. Yük limitleri olan daha küçük makine tablalarında, 4. eksen kulelerinde veya daha hızlı değişimler için azaltılmış kütlenin kritik olduğu otomatik palet değiştirme sistemlerinde ağırlık bir endişe kaynağı olduğunda Alüminyum (tipik olarak yüksek kaliteli 7075-T6) tercih edin.
04 Entegre pnömatik modüller için hangi bakım gereklidir?
Bakım minimaldir. Modüllerden birikintilerin günlük görsel kontrolünü ve temizlenmesini öneririz. İç contaları korumak için hava beslemenizin temiz ve kuru olduğundan (bir FRL ünitesi kullanarak) emin olun. Periyodik olarak (örneğin, her 6 ayda bir) hava kaçaklarını kontrol edin ve düzgün çalışmayı sürdürmek için hava girişine hafif bir pnömatik alet yağı uygulayın. Modüller soğutma sıvısına ve talaşlara karşı tamamen sızdırmazdır.
05 Bu plakayı CMM'de inceleme için de kullanabilir miyim?
Evet. Bir parçayı CNC'de plakamıza bağlı bir palet üzerinde işleyebilir, ardından tüm paleti çıkarıp benzer bir sıfır noktası plakasıyla donatılmış bir CMM'ye taşıyabilirsiniz. Bu yöntem, parçanın koordinat sistemi işlemeden incelemeye kadar korunmasını sağlar ve yeniden bağlama hatalarını azaltır.
06 Bu plakalar mevcut kendinden merkezlemeli mengenelerimle uyumlu mu?
Evet. Mevcut mengenelerinizi (Kurt, Schunk veya Nextas kendinden merkezlemeli mengeneler gibi) sıfır noktası plakasına uyarlayabilirsiniz. Standart bağlama pimlerini (örneğin, 52mm veya 96mm aralıklı) mengenelerinizin altına monte etmeniz yeterlidir.
07 Sıfır noktası bağlama plakasından nasıl bir tekrarlanabilirlik bekleyebilirim?
Gerçek koşullarda tekrarlanabilirlik; arayüz temizliği, talaş kontrolü ve tutarlı bağlama sırasına bağlıdır. Temiz referans yüzeyleri ve rijit montajla stabil re-clamp repeatability elde eder, offset ve ölçüm verisini (CNC → CMM) güvenle taşırsınız.
08 Pnömatik bağlama için özel hava gereksinimleri var mı?
En kritik nokta temiz ve kuru hava kullanmaktır. Uygun filtrasyon/regülasyon sağlayın, kaçak kontrolü yapın ve katalog önerilerini izleyin; böylece modüller eşit çalışır ve hassasiyet korunur.
09 Talaşın doğruluğu etkilemesini nasıl önlerim?
Her yüklemeden önce hızlı temizlik (silme veya hava ile üfleme) yapın: temas yüzeyleri ve bağlama elemanları. Koruyucular, hedefli soğutma nozulları ve standart temizlik rutini özellikle talaş yoğun işlerde konumlamayı ciddi iyileştirir.
10 Plakayı 4./5. eksen fikstürlerde kullanıp CMM’e transfer edebilir miyim?
Evet. Aynı palet/fikstürde kalmak datum transfer’i kolaylaştırır ve yeniden bağlama hatasını azaltır. Z yüksekliği, çarpışma boşluğu ve operasyonunuza uygun rijit modül yerleşimini kontrol edin.
Kaynaklar ve İndirmeler
İlgili Ürünler

Sıfır Noktası Sistemleri
Kenetleme kuvvetini ve hassasiyeti sağlayan çekirdek modüller.
Detayları Görüntüle —
Pnömatik Mengene
Hızlı ve stabil kenetleme sunan otomatik üretim hatları için idealdir.
Detayları Görüntüle —
R-Serisi Ayna
Sabit ve döner uygulamalar için yüksek hassasiyetli pnömatik ayna.
Detayları Görüntüle —