Enter your email address to request the brochure. Due to time zone differences, we’ll email it the next business morning (GMT+8, Beijing Time).

Modular Workholding Foundation
Quick-Change Zero-Point Clamping Plate
52 / 96 mm datum plate family for faster fixture and pallet changeovers
Use this family when you want one repeatable plate interface under vises, pallets, and modular fixtures. It is the easiest path to cleaner changeovers now while keeping the door open for a later upgrade into a more automated zero-point workflow.
52 / 96 mm families
Vise, pallet & fixture base
Manual first, automation-ready later
Best fit
Choose this page when the machine table needs one repeatable datum standard
It is the cleanest first step for vises, pallet plates, and modular fixtures that need faster swaps without forcing a full automation project on day one.
Compare first
Check 52 / 96 mm family, plate footprint, and future upgrade path
That comparison usually tells buyers whether a manual datum plate is enough now or whether a pneumatic or APC-ready route should be planned earlier.
Go next
Use the shortcuts instead of scanning the whole page
Jump straight into selection, integration, and maintenance when layout planning is the real decision bottleneck.
Jump in by task
Get to the right section faster
Use the shortcuts below if you are comparing plate sizes, checking installation logic, or planning maintenance around a shared datum interface.
Selection focus
Compare 52 mm vs 96 mm families, plate size, grid density, and how many stations the table really needs.
Integration focus
Confirm bolt pattern, fixture carryover, pallet plan, and whether zero-point modules may be added later.
Maintenance focus
Review cleanliness, seating checks, and daily handling practices that protect repeatability over time.
Fast engineering handoff
Send four inputs and get a clearer recommendation
- Machine model and usable table envelope.
- Fixture, vise, or pallet types to be mounted.
- Changeover target and repeatability requirement.
- If the project is manual now or may become automation-ready later.
Plate Specifications
| Family | Repeat Positioning Accuracy | Clamping Force | Fixed Indexing | Material | Unlocking Method | Adaptive Spigot |
|---|---|---|---|---|---|---|
| 52 mm quick change datum plate family | <0.005 mm | 20,000 N | 4 × 90° | Hardened stainless steel | Manual | NT-S52P16V1 |
| 96 mm quick change datum plate family | <0.005 mm | 30,000 N | 4 × 90° | Hardened stainless steel | Manual | NT-S96P20V1 |
| Module pattern | 52 mm / 96 mm industry-standard modular spacing used across vises, plates, and compatible pallets | |||||
| Product Code | Plate Type | Family | Clamping Force | Spigot | Weight |
|---|---|---|---|---|---|
| NT-S52P125V1 | P125 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 2.8 kg |
| NT-S52P150V1 | P150 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 3.0 kg |
| NT-S52P150V2 | P150 raise 60 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 6.9 kg |
| NT-S52P150V3 | P150 raise 100 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 11.5 kg |
| NT-S52P213V1 | P213 dual-station plate | 52 mm | 20,000 N | NT-S52P16V1 | 4.2 kg |
| NT-S52P208V1 | P208 four-station plate | 52 mm | 20,000 N | NT-S52P16V1 | 8.2 kg |
| NT-S52P290V1 | P290 5-axis three-station plate | 52 mm | 20,000 N | NT-S52P16V1 | 15.0 kg |
| NT-S52P125V2 | φ125 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 2.2 kg |
| NT-S52P160V1 | φ160 quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 3.5 kg |
| NT-S52P315V1 | P315 raise seat quick change datum plate | 52 mm | 20,000 N | NT-S52P16V1 | 9.1 kg |
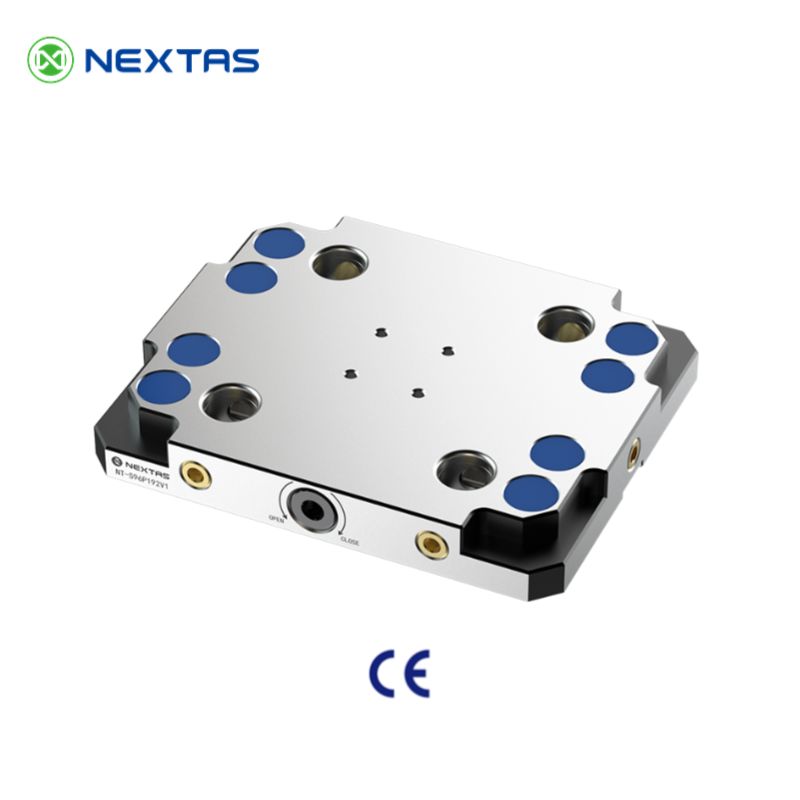
| NT-S96P192V1 | P192 quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 5.4 kg |
| NT-S96P315V1 | P315 raise seat quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 16.0 kg |
| NT-S96P192V2 | P192 quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 7.5 kg |
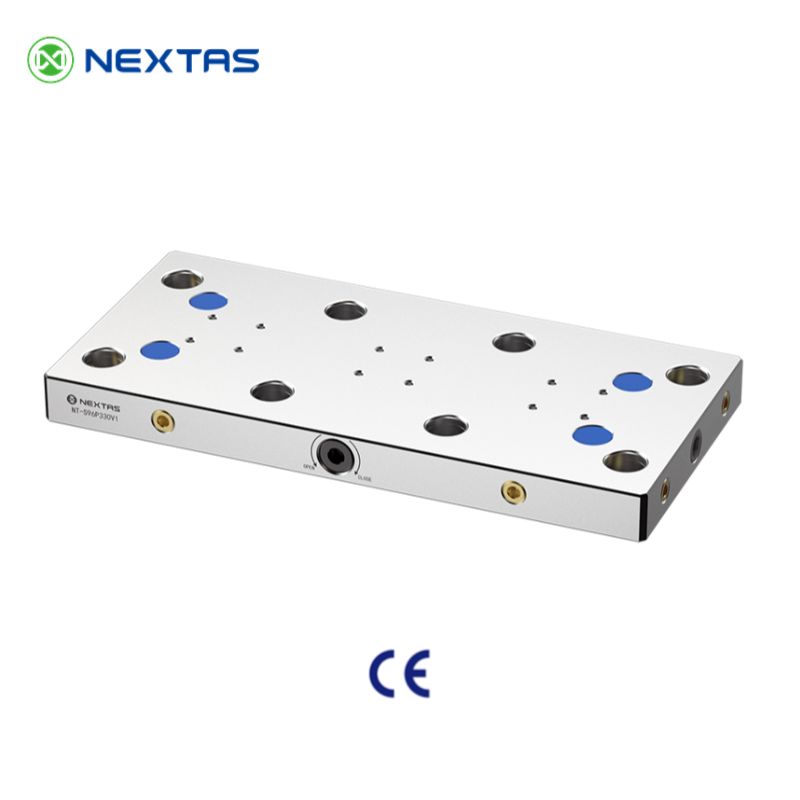
| NT-S96P330V1 | P330 dual-station plate | 96 mm | 30,000 N | NT-S96P20V1 | 10.0 kg |
| NT-S96P192V3 | P192 raise 60 quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 11.7 kg |
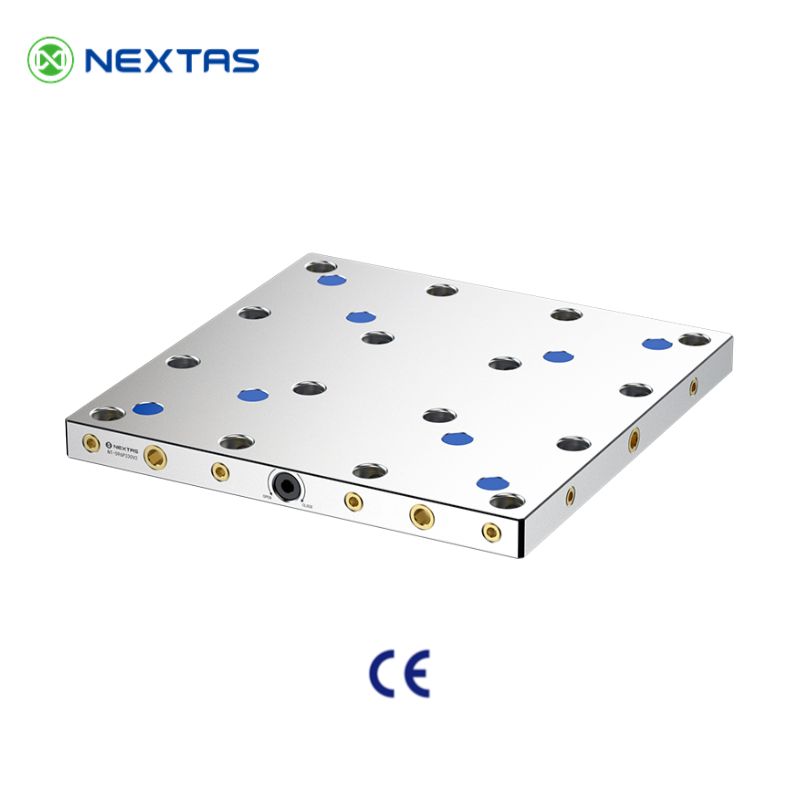
| NT-S96P330V2 | P330 four-station plate | 96 mm | 30,000 N | NT-S96P20V1 | 22.0 kg |
| NT-S96P192V4 | P192 raise 100 quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 19.3 kg |
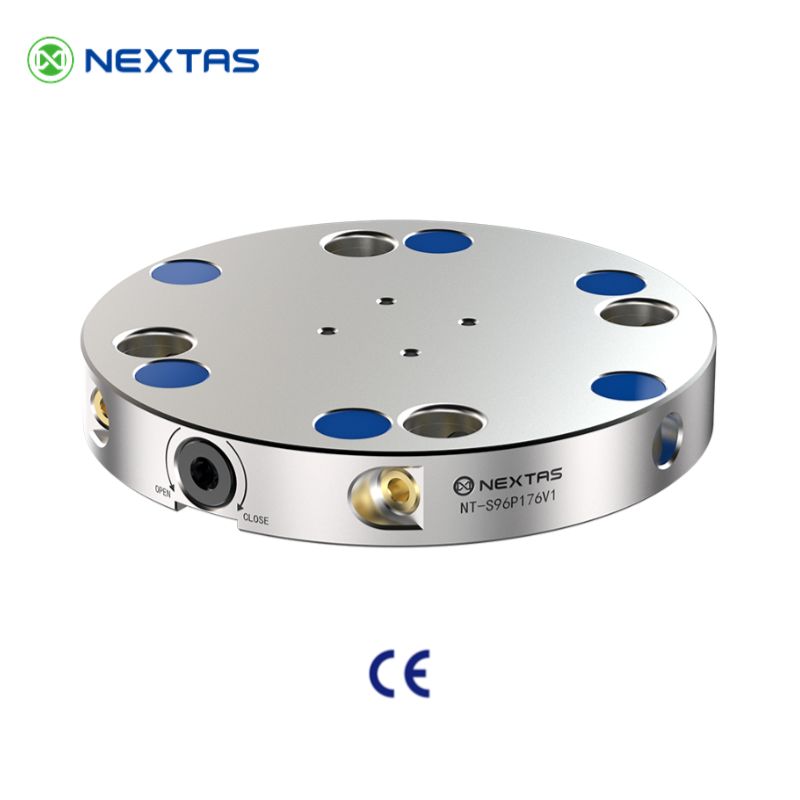
| NT-S96P176V1 | φ176 quick change datum plate | 96 mm | 30,000 N | NT-S96P20V1 | 4.5 kg |
| NT-S96P246V1 | P246 dual-station indexing plate | 96 mm | 30,000 N | NT-S96P20V1 | 9.5 kg |
| NT-S96P390V1 | P390 5-axis three-station indexing plate | 96 mm | 30,000 N | NT-S96P20V1 | 37 kg |
| NT-S52P100V1 | P100 positioning three-jaws chuck | 52 mm | 4 × 90° fixed indexing | NT-S52P16V1 | 4.4 kg |
Positioning spigots and indexing accessories
Several buyers stop at the plate body, but the catalogue also shows the matching positioning pieces that determine how the plate is actually used on the machine.
| Accessory | Model | Specification | Why it matters |
|---|---|---|---|
| 52 mm positioning spigot | NT-S52P16V1 | 52 × 52 mm, hardened stainless steel, 0.15 kg | Standard interface part used across the 52 mm manual plate family. |
| 96 mm positioning spigot | NT-S96P20V1 | 96 × 96 mm, hardened stainless steel, 0.2 kg | Matching reference part for the 96 mm manual plate family. |
| P32 positioning locked mouth | NT-S52P32V1 | <0.01 mm clamping accuracy, 4 × 90° fixed indexing | Useful when the project needs indexed positioning logic, not just a flat datum plate. |
| Positioning three-jaws chuck | NT-S52P100V1 | 4 × 90° fixed indexing, manual family | Lets the same 52 mm interface handle round or indexed workholding tasks. |

Built as a Rock-Solid Foundation
The Nextas Zero-Point Clamping Plate serves as the crucial link between your machine tool and your workholding. Each plate is meticulously built from high-quality, stress-relieved steel or aluminum and precision-ground to achieve solid flatness and parallelism. This keeps the micron-level accuracy of the integrated zero-point modules perfectly transferred to your workpiece. The plates feature a standardized grid pattern (e.g., 52mm/96mm) and integrated plumbing for pneumatic actuation, making setup clean, simple, and incredibly fast.
52mm/96mm Industry-Standard Module Design
The manual zero-point plate adopts a 52 mm / 96 mm industry-standard module design for strong compatibility with global CNC machining tooling systems. This standardization avoids custom adaptation troubles, enabling straightforward integration into both small workshops and large manufacturing setups. The two module sizes meet different workpiece weight and size needs, boosting flexibility in diverse machining tasks. With widely available spare parts, it simplifies maintenance and replacement. For businesses valuing consistency, this design cuts downtime from incompatible tooling, enhancing overall operational efficiency.
How to Choose the Right Zero-Point Clamping Plate
A zero-point clamping plate is more than a “base plate” — it becomes your standardized machine interface. Picking the right configuration upfront helps you get repeatable accuracy, faster changeovers, and a cleaner path to palletization.
1) Plate size & mounting
Match the plate footprint to your table travel and T-slot pattern. Consider clearance for toolpaths, coolant flow, and chip evacuation. For frequent swaps, many shops standardize one “home” plate per machine.
2) Module layout & grid
Choose an industry-standard 52 mm / 96 mm pattern when you want broad compatibility with pallets, vises, and fixtures. Need larger parts or heavier cuts? Step up from the 20 kN 52-family plates to the 30 kN 96-family layouts, or increase the number of stations.
3) Workholding style
If you run high-mix production, prioritize quick-change vises and standardized pallets. For 4/5-axis work, focus on rigidity, Z-height, and repeatable locating — so parts can move from CNC to CMM without re-fixturing.
Zero-Point Plate vs. Traditional T-Slots
| What matters | T-slot setups | Zero-point clamping plate |
|---|---|---|
| Changeover time | Manual indicating & alignment | Swap pallets/fixtures in minutes |
| Repeatability | Operator-dependent | Consistent positioning (when cleaned & maintained) |
| Scalability | Hard to standardize across jobs | Standard interface for pallets, vises, and fixtures |
| Inspection workflow | Often requires re-fixturing | CNC → CMM on the same pallet/zero reference |
If your shop does frequent job changes, short runs, or wants a clear path to automation, a zero-point clamping plate usually pays back by increasing spindle uptime and lowering setup variability.
Installation & Maintenance Checklist
- Mount & level: Bolt the plate to the machine table and verify flat contact. Follow the recommended torque values from the catalog.
- Connect air supply: Use clean, dry air with appropriate filtration. Confirm leak-free connections before production.
- Verify clamping stroke: Test open/close cycles and confirm all modules engage consistently.
- Keep interfaces clean: Chip management is everything. A quick wipe or air blow-off before loading improves repeatability.
- Routine checks: Inspect seals, locating surfaces, and fasteners on a schedule based on your coolant and chip conditions.
Tip: If you plan to expand into pallet pools or automation, standardize plate patterns and pallet interfaces early — it saves rework later.
Plate configuration planner (modules, grid, and use-case)
Use this quick planner when you’re selecting a zero-point clamping plate for CNC changeovers, palletization, or 5-axis fixtures. The goal is to standardize a repeatable interface (plate + pallet/fixture) while keeping tool clearance, chip evacuation, and air routing practical.
| Use case | Recommended layout | Why it works | Notes |
|---|---|---|---|
| High-mix VMC (quick-change vise) | Standard 52mm/96mm grid aligned to the vise base; keep air ports accessible | Fast swaps without indicating; consistent work offset repeatability run-to-run | Add a simple cleaning routine (blow-off + wipe) before every load |
| HMC tombstone (multi-face) | Wider module spread; symmetrical placement under the tombstone footprint | Improves rigidity for heavy cuts and multi-side machining | Plan for coolant/chip flow so locating faces stay clean |
| 5-axis fixture (low Z-height) | Low-profile plate + compact fixture base; modules positioned for tool clearance | Maintains reach and avoids collisions on trunnion/tilting setups | Prioritize stiffness and access for probing & in-process checks |
| Pallet pool / robot loading | Standardize one pallet pattern + fixed orientation; quick couplers/manifold routing | Reduces mix-ups and stabilizes automation reliability over long runs | Label pallets and lock down datum strategy across machines |
| CNC → CMM transfer pallet | Mirror the plate pattern on the inspection side; keep datum features consistent | Minimizes re-fixturing error and supports true-position verification | Track re-seat variation after cleaning to validate real-world repeatability |
Long-tail keywords: zero-point clamping plate for CNC, 52mm 96mm grid plate, HMC tombstone quick-change base, 5-axis fixture palletization.
Pneumatic requirements & air quality checklist
Most repeatability complaints come from simple basics: inconsistent air pressure, moisture/oil contamination, and chips on locating surfaces. Use this as a practical checklist for pneumatic zero-point workholding (confirm exact values in the catalog for your module).
| Check item | What to aim for | Why it matters |
|---|---|---|
| Stable air pressure | Typical shop air range (often around 5–8 bar) with minimal drop at cycle | Ensures consistent clamping force and repeatable seating |
| Filtration & water separation | Filter + water trap near the machine; keep bowls drained | Prevents seals from swelling, sticking, or leaking over time |
| Dry, clean connections | Avoid coolant mist in couplers; route lines away from chip blast | Reduces contamination that can slow clamp/unclamp response |
| Leak & cycle test | Run repeated open/close cycles after installation or maintenance | Catches small leaks before they become downtime |
| Safety / interlocks | Integrate clamp status to machine/robot logic when applicable | Protects tooling, fixtures, and automation sequences |
Search intent this supports: pneumatic zero-point clamping plate air pressure, zero-point module maintenance, quick-change pallet workholding.
Troubleshooting repeatability & clamping issues
When a plate is used for high-mix CNC machining, tiny issues compound: chips on locating faces, uneven mounting torque, or wet air lines. This table helps you diagnose the most common symptoms quickly.
| Symptom | Likely cause | Quick fix | Preventive habit |
|---|---|---|---|
| Repeatability drifts after chip-heavy jobs | Chips/debris on locating faces or under fixture base | Blow-off + wipe locating surfaces; re-seat and re-check | Add a “clean-before-clamp” step to every changeover |
| Clamp won’t fully lock / inconsistent engagement | Low pressure, small leaks, or contaminated couplers | Verify regulator, fittings, FRL; repeat cycle test | Keep couplers away from coolant mist; drain water trap |
| Fixture rocks / uneven seating | Mounting surface not flat/clean, or torque pattern distorts the plate | Loosen, clean, re-torque in a cross pattern | Use consistent torque tools and a documented mounting procedure |
| Clamp/unclamp feels slow | Moist air or contamination increasing friction in valves/seals | Check filtration, dry air supply, and line routing | Schedule periodic filter maintenance based on coolant/chip environment |
| Audible air leak | Seal wear or damaged fittings | Inspect seals and connections; replace worn consumables | Log cycles and service intervals for critical production cells |
Long-tail keywords: zero-point clamping plate repeatability, workholding pallet troubleshooting, air leak zero-point module, re-seat variation CNC.
Typical tolerance workflow (CNC → CMM → CNC)
A zero-point clamping plate shines when it becomes your standardized datum interface — letting a part stay on the same pallet/fixture from machining to inspection and back again. This reduces re-fixturing error and makes repeatability a measurable capability.
- Lock the datum strategy early: Define A/B/C datums (or a probing datum scheme) and keep it consistent across CNC programs and inspection routines.
- Machine on the pallet: Rough + finish while referencing the same locating features. Record offsets and any in-process probe results.
- Inspect on CMM without re-fixturing: Move the pallet/fixture to CMM and verify critical features, true position, and flatness — aligned to the same datum set.
- Feed results back to CNC: Update wear offsets or apply controlled corrections for the next cycle. Repeat the same locating sequence to confirm stability.
- Document capability: Track clamping repeatability, offset drift, and re-seat variation (especially after chip-heavy operations).
| What to capture | Why it matters |
|---|---|
| Probe/CMM alignment notes | Ensures a consistent CNC → CMM datum transfer workflow |
| Offset history (wear + correction) | Shows stability and helps reduce scrap on repeat jobs |
| Re-seat variation after cleaning | Validates zero-point clamping plate repeatability in real conditions |
Common CMM / inspection features to verify (GD&T)
When the part stays on the same pallet/fixture, you can monitor GD&T trends across runs, catch drift early, and reduce re-fixturing risk.
- True position for holes, dowels, and bolt patterns
- Flatness of reference faces / sealing surfaces
- Perpendicularity between critical faces and bores
- Parallelism for mating surfaces and stack-ups
- Concentricity / coaxial alignment for bores
- Surface profile on complex or sculpted areas
- Runout (circular / total) on rotating features
- Re-seat variation after cleaning and re-clamping
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Common search terms this workflow supports: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, and re-fixturing error reduction.
See It In Action
Rapid Pneumatic Clamping Action
Press the button to release air pressure — the springs lock the clamping stud with full force and <0.005 mm repeatability. No hydraulics, no manual torque. The mechanism is sealed against coolant and chips for consistent operation across shifts.
Compatibility with Self-Centering Vise: Over 90% Setup Time Cut
A key advantage of the manual zero-point plate is its perfect compatibility with self-centering vises, which reduces workpiece setup time by over 90%. Traditional setups need repeated manual alignment, which is time-consuming and error-prone, harming part quality. When paired with a self-centering vise, the plate uses pre-set zero references and auto-centering, letting operators fix workpieces in seconds. This is vital for high-mix, low-volume production with frequent job changes, as it increases machine utilization and output while maintaining precision.


Versatile for Vertical/Horizontal MCs & 3/4/5-Axis Systems
The manual zero-point plate is highly versatile, fitting vertical/horizontal machining centers (VMCs/HMCs) and 3-axis, 4-axis, 5-axis CNC systems. In vertical machining, it stabilizes workpieces for milling, drilling, and tapping. In horizontal setups, it uses gravity to support longer/heavier workpieces. For complex 4/5-axis tasks like contouring, its precise alignment ensures quality. It serves industries like automotive, aerospace, and medical device manufacturing, eliminating the need for multiple specialized tools, reducing costs, and simplifying inventory management.
Horizontal Machining Centers (HMCs)
Use clamping plates as the base for tombstone fixtures, allowing you to prepare and load an entire multi-part setup offline and swap it into the machine in minutes.
Vertical Machining Centers (VMCs)
Equip your VMC with a clamping plate to rapidly switch between different vises, 4th-axis rotary tables, or custom job-specific fixtures without lengthy re-alignment procedures.
Automated Pallet Pools
Our clamping plates are the ideal foundation for automated pallet systems. Their robustness and standard interface deliver reliable, repeatable exchanges by robotic loaders 24/7.
CMM & Inspection
Transfer a workpiece directly from the CNC to the CMM on the same pallet, using an identical clamping plate as the reference. This eliminates re-fixturing errors and delivers consistent measurement.

Case Study





Selection • Integration • Maintenance Cheatsheet
A compact, shop-floor reference to help you choose the right configuration, integrate cleanly with your machine/automation, and keep repeatability stable in daily production.
1) Selection: pick the right configuration
| If you care most about… | Start with… | Why this helps |
|---|---|---|
| Fast changeovers / high-mix jobs | Standardize one interface (zero-point / ITS / 3R) across machines + build fixture plates/pallets. | Enables offline setup and swaps in seconds with minimal re-indicating. |
| 5-axis access and tool clearance | Choose low-profile components and plan clearance early (stack height, clamp body, wrench access). | Avoids collisions and preserves reach for deep features. |
| Lights-out / robot-tended machining | Add confirmations (clamp-OK / part-present), chip protection, and a recovery sequence. | Reduces mis-load risk and improves automation reliability. |
| Heavy roughing / high cutting forces | Increase support points and rigidity (more clamping stations, stiffer base, shorter stack-up). | Minimizes deflection and protects surface finish. |
2) Integration: what to prepare before install
| Item | Typical choice | Practical tip |
|---|---|---|
| Mounting and datums | Bolt pattern + dowel pins / keyways / reference edge | Define a master datum and keep a gauge pallet/part for quick verification. |
| Utilities | Clean, dry air with FRL; stable pressure; (hydraulic/electrical if used) | Drain FRL regularly and avoid long, restrictive hoses that slow actuation. |
| Control handshake | M-codes/PLC I/O: clamp, unclamp, clamp-OK, fault | Use timeouts + safe states; log signals to diagnose intermittent downtime. |
| Process validation | Probe macro / indicator check / first-article routine | Baseline repeatability after installation, then compare weekly. |
3) Maintenance: keep repeatability stable
| Risk / wear point | Early symptom | Prevention / quick fix |
|---|---|---|
| Chips on locating surfaces | Parts shift, repeatability drifts | Air-blow + wipe seating faces; add chip covers/air blast if needed. |
| Seals/wipers and sliding surfaces | Slow actuation, leaks, inconsistent clamp | Inspect on schedule; keep coolant/abrasives out; replace wear items proactively. |
| Loose fasteners / damaged contact faces | Unexpected misalignment, vibration marks | Torque-check; use dowels; stone minor nicks (don’t ‘machine’ the datum). |
| Contaminated air/oil | Sticky motion, alarms in automation | Improve filtration, dry air, drain bowls; keep a simple spare-kit. |
Need CAD/STEP, a mounting pattern, or a recommended setup for your part?
Contact usFrequently Asked Questions
01 How does a zero-point plate reduce setup time vs. traditional T-slots?
A zero-point plate replaces manual alignment with T-slots, which can take 30-60 minutes, with a 'lock and go' system. Fixtures with zero-point studs are dropped into the plate and clamped pneumatically in seconds. This reduces setup time by over 90%, allowing operators to swap jobs in under 5 minutes with micron-level repeatability, drastically increasing machine uptime.
02 What is the typical repeatability I can expect from this clamping plate?
Our zero-point clamping plates, featuring precision-ground modules and hardened steel locating cones, guarantee a repeatability of ≤0.005 mm (5 microns). This allows you to remove a fixture, run a different job, and remount the original fixture with the certainty that your work offsets are unchanged.
03 What's the difference between a steel and an aluminum clamping plate?
Choose Steel for maximum rigidity, vibration dampening, and wear resistance, making it ideal for heavy-duty milling and high-production environments. Choose Aluminum (typically high-grade 7075-T6) when weight is a concern, such as on smaller machine tables with load limits, for 4th-axis tombstones, or in automated pallet-changing systems where reduced mass is critical for faster swaps.
04 What maintenance is required for the integrated pneumatic modules?
Maintenance is minimal. We recommend daily visual inspection and cleaning of debris from the modules. Ensure your air supply is clean and dry (using an FRL unit) to protect internal seals. Periodically (e.g., every 6 months) check for air leaks and apply a light pneumatic tool oil to the air inlet to maintain smooth operation. The modules are fully sealed against coolant and chips.
05 Can I use this plate for inspection on a CMM as well?
Yes, this is a major advantage. You can machine a part on a pallet clamped to our plate on the CNC, then unclamp the entire pallet and move it to a CMM equipped with an identical zero-point plate. This 'single-setup' process eliminates re-fixturing errors, as the part's coordinate system is perfectly preserved from machining to inspection, dramatically improving quality control and consistency.
06 Are these plates compatible with my existing self-centering vises?
Yes, you can easily adapt your existing vises (like Kurt, Schunk, or Nextas self-centering vises) to the zero-point plate. You simply mount our standard clamping studs (e.g., 52mm or 96mm spacing) to the bottom of your vise. This turns your vise into a quick-change component that can be mounted or removed from the plate in seconds.
07 What repeatability can I expect from a zero-point clamping plate?
Repeatability depends on the clamping module design and, just as importantly, on cleanliness of the locating interfaces. In real-world production, shops typically see highly consistent re-location when pallets and modules are kept free of chips and coolant residue. For tolerance-critical workflows, we recommend a simple daily wipe-down routine and periodic inspection of the locating surfaces.
08 Do I need special air requirements for pneumatic clamping?
Most installations use clean, dry compressed air with basic filtration. The key is stable pressure and leak-free plumbing so every module clamps uniformly. If your shop environment is wet or coolant-heavy, adding an air dryer and fine filter helps protect seals and keeps clamping action consistent.
09 How do I prevent chips from affecting accuracy?
Chip control is the biggest factor in long-term repeatability. Use air blow-off or a quick wipe before loading, and consider simple chip covers or sealing features when running abrasive materials. A consistent cleaning routine before every pallet swap is usually enough to keep results stable.
10 Can I use the plate for 4th-axis / 5-axis fixtures and CMM transfer?
Yes — that’s one of the strongest reasons to standardize on a zero-point interface. You can mount 4th-axis fixtures or 5-axis tombstones on pallets and re-locate them quickly with consistent orientation. Using the same pallet interface on a CMM also reduces re-fixturing errors and speeds up inspection workflows.
Related Articles
Product Data & Evaluation Checklist
A clamping plate is your foundation—buyers should validate flatness, hardness, stud pattern, and real setup gains.
Key specifications
| Plate role | Universal base plate for repeatable quick-change setups |
|---|---|
| Interface | Receiver layout to match your zero-point standard |
| Reference face | Precision ground surface for stable datum transfer |
| Clamping action | Manual / pneumatic options (model dependent) |
| Mounting | Through holes / threaded patterns (varies by size) |
| Customization | Stud pattern, port orientation, and size can be customized |
Tip: share your part material, machine model, and target takt time. We’ll propose the right configuration and measurable targets.
Compatibility & standards
- Pairs with zero-point receivers and pull studs across your shop standard.
- Works with vises, dovetail fixtures, chucks, tombstones, and custom plates.
- Designed for repeatability when removing/reinstalling fixtures across machines.
Measured outcomes (before → after)
- Changeover time reduction: eliminate repeated re-indicating between jobs.
- More spindle uptime: more cutting time, less setup downtime.
- Better consistency across shifts: standardized mounting reduces variation.
Workholding configuration
- Define pattern: receiver positions, stud locations, and tool clearance.
- Datum plan: how the plate references machine table/pallet and part datums.
- Access planning: ensure 5-side reach, chip evacuation, and coolant flow.
Evidence & proof
- Plate drawing with receiver pattern and flatness requirements.
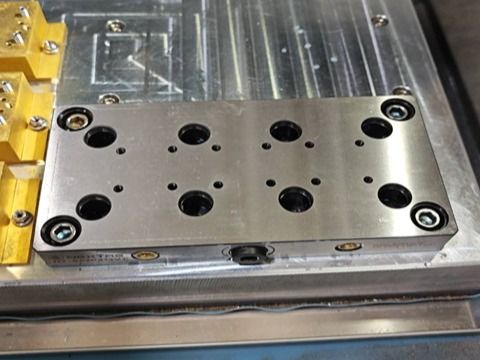
- On-table photos showing fixture swap and repeat setup.
- Verification checklist: flatness, parallelism, and re-clamp repeat tests.
Delivery & support
- Standard sizes available; custom patterns supported for OEM fixtures.
- Packing options: protective carton / wooden case for heavy plates.
- After-sales: pattern expansion guidance and spare stud/receiver planning.
Resources & Downloads
Related Products

Zero-Point Systems
The core clamping modules that provide the locking force and precision.
View Details →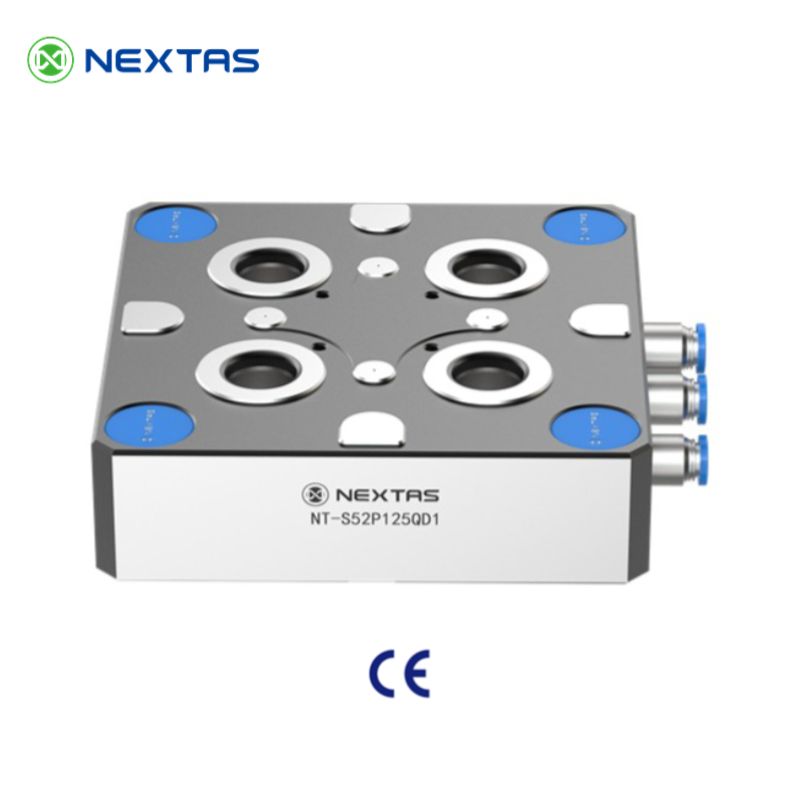
Pneumatic Zero-Point Plate
Upgrade a manual plate to machine-controlled clamp and unclamp when automation timing matters.
View Details →
Self-Centering Vise
A common top-side workholding choice once the machine table has a standardized zero-point plate foundation.
View Details →