


Saisissez votre adresse e-mail pour demander la brochure. En raison du décalage horaire, nous vous l’enverrons le prochain matin ouvré (GMT+8, heure de Pékin).



Solution d'Usinage 5 Axes
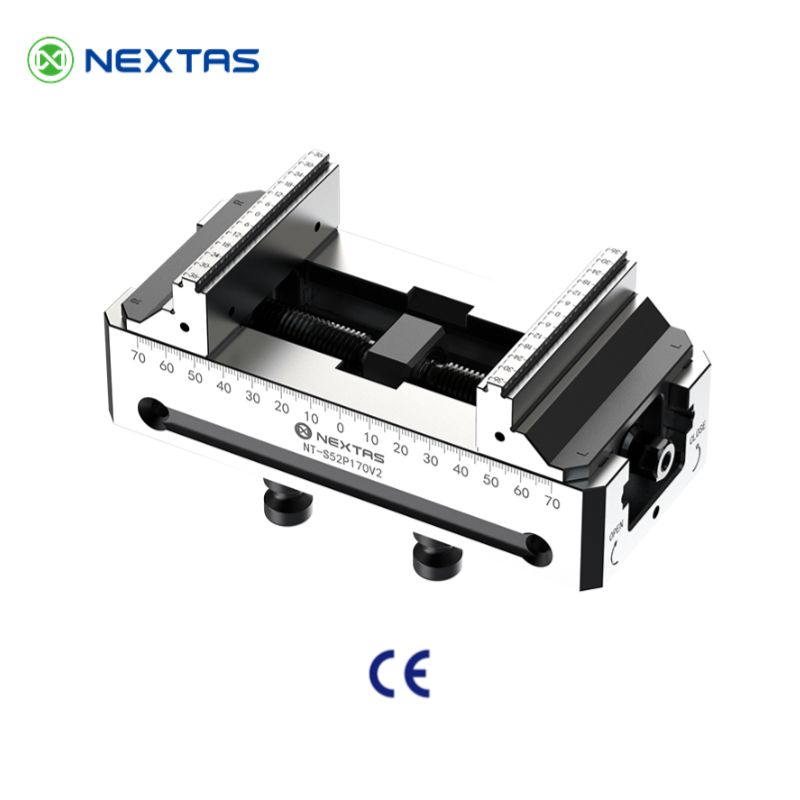
Étau Autocentrant 5 Axes Haute Précision
Conçu pour le 5 Axes et l'Automatisation
L’étau autocentrant Nextas est conçu pour l’usinage 5 axes et la production automatisée lorsque le serrage équilibré, la répétabilité et l’accès outil sont essentiels. D’après le catalogue produit, la série existe en versions modulaires 52 mm et 96 mm, avec une précision de repositionnement inférieure à 0,02 mm et jusqu’à 20 kN de force de serrage selon le modèle.
Répétabilité validée par cataloguePrécision de repositionnement <0,02 mm pour des changements fiables et des résultats d’usinage constants.
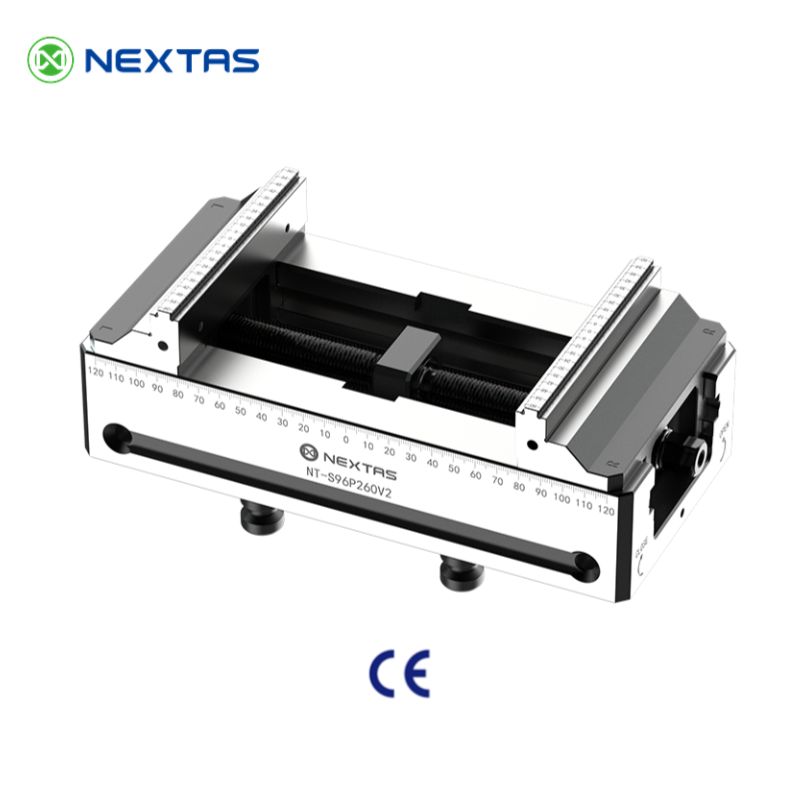
Plateforme modulaire 52 / 96Disponible en interfaces standard 52 mm / 96 mm avec jusqu’à 14 kN ou 20 kN de force de serrage selon le modèle.
Optimisé pour le 5 AxesConception compacte et symétrique minimisant les interférences avec l’outil, offrant une accessibilité maximale pour l’usinage de pièces complexes.
Accéder par tâche
Commencez par la décision qui compte le plus
La page ci-dessous est détaillée. Ces raccourcis vous aident à commencer par la sélection, l'intégration ou la maintenance au lieu de tout parcourir à la fois.
Axe sélection
Associez la taille de base, le type de mors, la plage de serrage et les besoins de dégagement d'outil à la famille de pièces réelle.
Axe intégration
Planifiez la façon dont l'étau se positionnera sur les plaques point zéro, les palettes ou les routines de transfert robot sans reconstruire la configuration ultérieurement.
Axe maintenance
Vérifiez l'entretien des mors, les contrôles de centrage et les habitudes de manipulation qui maintiennent la répétabilité stable pendant la production quotidienne.
Transmission rapide au bureau d'études
Envoyez d'abord la pièce et les contraintes de processus
- Gamme de tailles de pièces et matière.
- Type de mors ou préoccupation de serrage spéciale.
- Exigence de dégagement 5 axes et limites de portée d'outil.
- Besoin de compatibilité point zéro, palette ou robot.
Transmission rapide du projet
Envoyez le modèle de machine, la pièce et le temps de cycle visé
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Machine et interface
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Pièce et objectif de bridage
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Précision et objectif d’automatisation
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Détails Approfondis du Produit
Découvrez l'excellence de l'ingénierie derrière notre étau autocentrant.
Spécifications Techniques Clés
| Paramètre | Modèle: NT-S52P170V2 | Modèle: NT-S52P210V2 |
|---|---|---|
| Largeur de l'Étau | 77 mm | 125 mm |
| Plage de Serrage Max. | 0 - 160 mm | 0 - 200 mm |
| Force de Serrage Max. | 14 kN | 20 kN |
| Répétabilité | ±0.02 mm | ±0.02 mm |
| Matériau du Corps | Acier à Outils Haute Résistance (HRC 50–55) | Acier à Outils Haute Résistance (HRC 50–55) |
| Actionnement | Manuel (Clé Dynamométrique) | Manuel (Clé Dynamométrique) |
| Poids | 3,8 kg | 10,8 kg |
Spécifications des Mors & Plage de Serrage
| Type de Mors | Plage de Serrage (NT-S52P170V2) | Plage de Serrage (NT-S52P210V2) |
|---|---|---|
| Mors Standards | 10 - 170 mm | 20 - 210 mm |
| Mors Griffes (Striés) | 20 - 180 mm | 30 - 220 mm |
| Mors en V | Ø 10 - 100 mm | Ø 20 - 150 mm |
Matrice des mors et stratégie de serrage
Choisissez les mors selon la matière, l’état de surface et les efforts de coupe. Cette matrice est un bon point de départ pour un étau autocentrant 5 axes (et pour des changements répétables en automatisation).
| Pièce & matière | Objectif / opération | Mors & méthode recommandés | Pourquoi ça marche (notes) |
|---|---|---|---|
| Brut, pièces coulées/forgées (acier/fonte) | Ébauche, couple élevé | Mors dentés + plus grande longueur de prise | Les dents mordent la calamine; plus de prise = meilleure stabilité en 5 axes. |
| Aluminium / alliages tendres (surface finie) | Finition, surfaces esthétiques | Mors doux usinés (empreinte) | L’empreinte répartit la charge et évite les marques; idéal en fraisage CNC multi-références. |
| Parois fines (bagues, carters) | Limiter la déformation | Mors doux + dégagement / cales d’appui | Contact contrôlé = moins de distorsion; palper un datum après serrage. |
| Ronds / arbres | Garder l’axe au centre | Mors en V ou inserts V dans mors doux | Auto-centrage des cylindres et meilleure concentricité en usinage multi-faces. |
| Prismatiques symétriques | Changements rapides, datum répétable | Mors standards + butée / épaulement | Une butée constante améliore la répétabilité en palette et robot. |
| Matières dures (acier outil, titane) | Éviter le glissement en coupe lourde | Mors dentés ou trempés + prise conservatrice | Plus de friction et une prise sûre réduisent le micro-glissement et la dérive. |
Répétabilité: leviers et contrôles rapides
La répétabilité est le résultat d’un système (interface + étau + mors + process). Ces contrôles aident à tenir des tolérances serrées en serrage 5 axes.
| Levier | Contrôle rapide | Impact |
|---|---|---|
| Interface de montage (zéro-point / palette / table) | Nettoyer les surfaces; vérifier l’appui et le pull-down | Répétition du datum après changement |
| Couple constant | Même outil de couple et même procédure | Stabilité de serrage, moins de déplacement |
| État/alignement des mors | Inspecter les faces; vérifier parallélisme/contact | Inclinaison, marques, état de surface |
| Gestion des copeaux | Nettoyer avant chaque serrage | Cause n°1 de perte soudaine de répétabilité |
| Longueur de prise vs efforts | Augmenter la prise en ébauche / outils longs | Vibrations, micro-glissement, dérive dimensionnelle |
| Température | Re-contrôler après chauffe; éviter de mesurer juste après un changement | Dispersion première pièce et dérive en série |
Conçu pour la Précision et l'Efficacité
L'étau autocentrant Nextas est une pierre angulaire de l'usinage CNC moderne. Nous utilisons un acier allié à haute résistance, rectifié avec précision et traité thermiquement, pour assurer une rigidité et une durabilité maximales. Son mécanisme central autocentrant, entraîné par une vis-mère de haute précision, garantit que la pièce reste parfaitement centrée pendant le serrage, ce qui est critique pour les pièces nécessitant un usinage symétrique de haute précision.
Modularité et Flexibilité
Notre système d'étau prend en charge une large gamme de mors standards et personnalisés, offrant la solution de serrage optimale pour tout, des pièces brutes de fonderie aux pièces finies. La conception à changement rapide des mors vous permet de reconfigurer votre installation en quelques minutes, réduisant considérablement le temps de réglage et augmentant le temps de disponibilité de la machine.
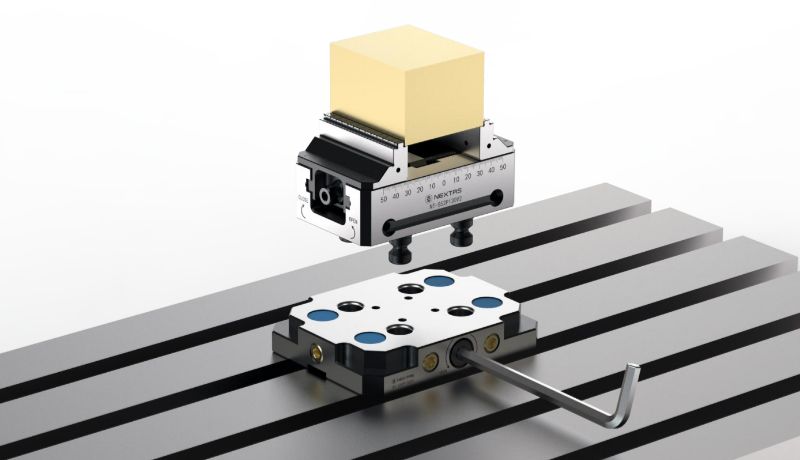
Stabilité à Toute Épreuve
La base de l'étau est conçue pour une compatibilité transparente avec nos systèmes de serrage à point zéro, permettant un montage rapide et précis. Une fois installé, l'étau forme une unité rigide avec la table de la machine, amortissant efficacement les vibrations, même dans des conditions de coupe à grande vitesse et à forte avance, pour assurer une finition de surface et une précision dimensionnelle supérieures.
Accessibilité Améliorée
La conception compacte et profilée offre une accessibilité maximale à la pièce, en particulier dans les opérations d'usinage 5 axes complexes. Cela permet d'utiliser des outils plus courts, réduisant les vibrations et améliorant les performances de coupe.
Schémas Techniques
Plans détaillés et spécifications pour l'intégration.
Cas d'Application et Solutions
Découvrez notre étau en action dans diverses industries et configurations.
Usinage 5 Axes Simultané & Surfaces Complexes
La conception compacte de l'étau autocentrant Nextas offre une excellente accessibilité à l'outil pour l'usinage 5 axes. Que ce soit pour des turbines, des moules ou des pièces structurelles complexes, il garantit un traitement sans interférence, permettant un usinage de surface de haute efficacité et de haute précision.
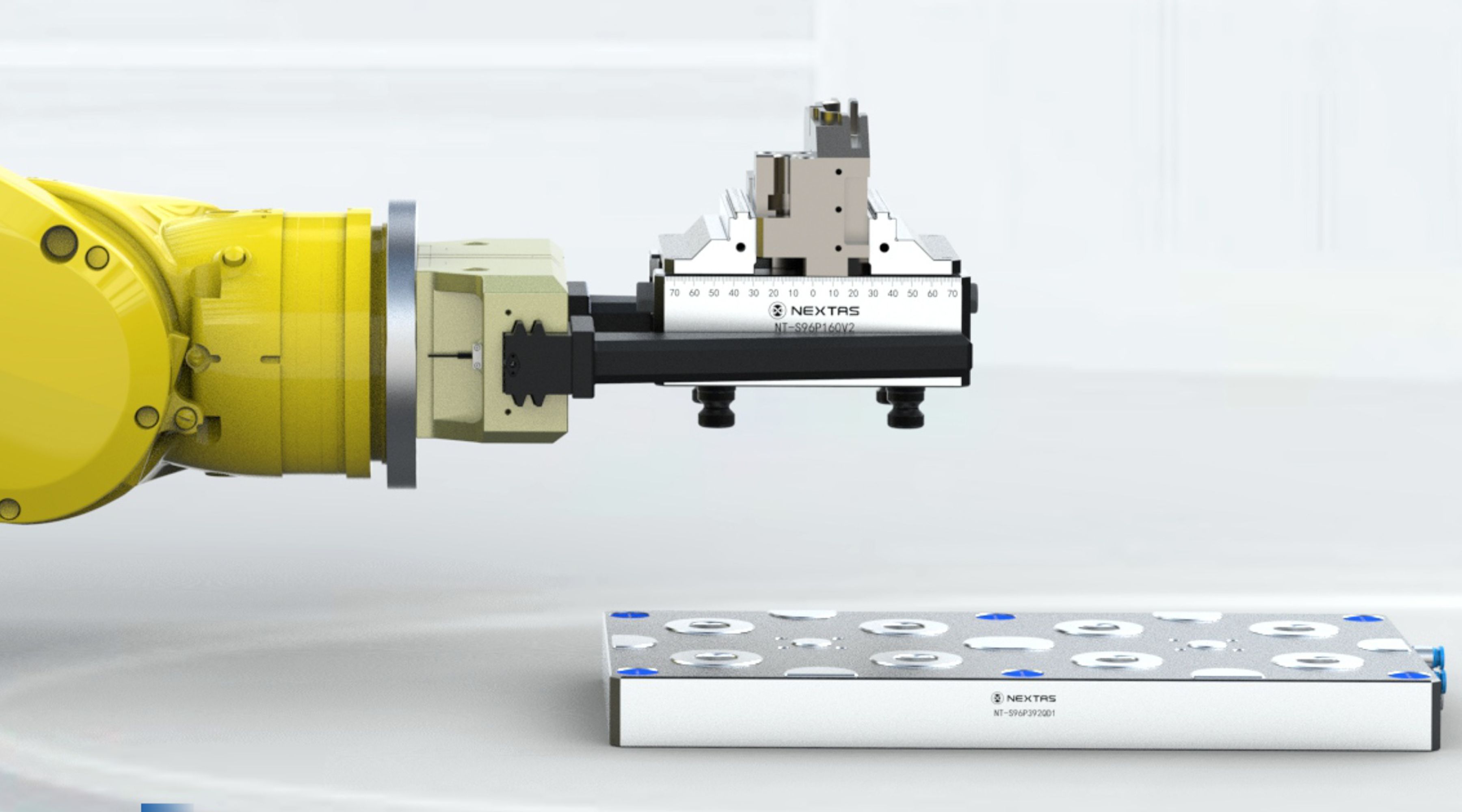
Intégration de l'Automatisation & Production de Masse
Intégration de Bras Robotique
L'interface de préhension sur le côté de l'étau permet une intégration transparente avec les bras robotiques, permettant le chargement et le déchargement automatisés des pièces pour une ligne de production sans pilote 24/7.
Disposition Multi-Étaux
Disposer plusieurs étaux sur la table de travail du centre d'usinage permet de traiter plusieurs pièces en un seul montage, augmentant considérablement l'efficacité de la production.
Couplé avec des Systèmes de Changement de Palettes
Le montage de l'étau sur une palette standardisée permet un pré-réglage hors ligne, réduisant considérablement les temps d'arrêt de la machine et augmentant l'utilisation de l'équipement.
Capacités de Serrage Polyvalentes
Pièces Irrégulières
En utilisant des mors spéciaux, il peut serrer solidement diverses pièces de forme irrégulière telles que des pièces moulées et forgées, offrant une base d'usinage stable.
Application sur 4ème Axe
Les caractéristiques de légèreté et de haute rigidité de l'étau le rendent également adapté au montage sur une table rotative de 4ème axe pour l'usinage de composants multi-faces.
Pièces Cylindriques (Barres)
Couplé avec des mors en V, il permet d'obtenir facilement un serrage centré précis et stable des pièces rondes, adapté à l'usinage de pièces de type arbre.
Études de Cas Réels
Précision et performance livrées à nos clients.
Conçu pour la production. Soutenu par un vrai support.
Les ingénieurs veulent de la répétabilité. Les achats veulent des preuves. Cette section répond aux deux.
Serrage modulaire & mors à changement rapide
Pensé pour de nombreuses pièces et configurations. L’architecture modulaire accepte des mors spéciaux et un système de changement rapide, pour passer de pièces brutes (fonderie/forge) à des pièces finies sans perdre de temps machine.
- ●Convient aux pièces irrégulières (fonderie, forge) avec mors spéciaux
- ●Changement rapide pour petites séries et production multi-références
- ●Idéal avec palettes / point zéro / cellules automatisées
Ingénierie & service après-vente sur lesquels compter
Besoin de plus qu’un étau standard? Nous proposons la personnalisation et un support technique 1:1. Pour les projets complexes, nous aidons sur la solution de bridage, la planification de process et l’application.
- ●15+ ans d’expérience R&D (équipe)
- ●Solution de bridage adaptée à la géométrie de votre pièce
- ●Support global: bridage + process + conseils d’application
Références fournisseur vérifiées
Nous disposons d’un profil fournisseur vérifié sur Made-in-China, utile pour la due diligence et la conformité côté achats.
- ●Profil Fabricant/Usine & Société de négoce
- ●Certificats disponibles sur demande (selon modèle/ligne)
- ●Données plateforme: niveau d’adhésion / note / transactions récentes
Vidéo de démonstration (aperçu)
Une courte vidéo permet de valider dimensions, manipulation et usages typiques avant de demander des fichiers CAD ou un devis.
Guide de mise en place & bonnes pratiques d’usinage
Réglage plus rapide, références plus propres, coupe plus stable — surtout en 5 axes.
1) Monter & référencer
Considérez l’étau comme un montage: on qualifie une fois, puis on répète.
- ●Interface point-zéro/palette si possible: moins d’indication à chaque changement.
- ●Palper l’axe au centre une fois et le mémoriser en offset/macro.
- ●Couples élevés: prévoir un anti-rotation dans les mors.
2) Le choix des mors fait la qualité
Bon mors = moins de glissement, moins de déformation, moins de broutage.
- ●Mors crantés pour bruts, fonderies, forgés.
- ●Mors doux pour surfaces finies et parois fines.
- ●Mors en V pour ronds et pièces type arbres.
3) Serrer, vérifier, produire
Une routine de contrôle rapide protège les tolérances sans impacter le cycle.
- Nettoyer mors + lit (les copeaux ruinent la répétabilité).
- Serrer au couple recommandé / module adapté.
- Palper une référence (ou indiquer) pour valider la première pièce.
- Séries longues: re-contrôler après chauffe et après changement de mors.
Check-list de réglage et vérification (tolérances serrées)
Une routine courte et reproductible rend l’étau autocentrant fiable entre palettes, équipes et opérateurs.
| Étape | À faire | Astuce 5 axes / automatisation |
|---|---|---|
| 1. Préparer | Nettoyer interface + lit de mors; retirer bavures | Propreté = répétabilité |
| 2. Monter | Asseoir sur table/palette/zéro-point et serrer selon la procédure | Avec le zéro-point, moins de re-contrôle à chaque changement |
| 3. Qualifier | Palper/contrôler l’axe une fois et sauvegarder l’offset/macro | Utile en multi-palettes et chargement robot |
| 4. Serrer | Couple constant; vérifier l’appui complet | Parois fines: mors doux + cales d’appui |
| 5. Vérifier | Palper une référence (première pièce) | Tracer les offsets et surveiller la dérive après chauffe |
| 6. Produire | En cycles longs, re-vérifier après changement mors/outils | Petits contrôles = moins de rebuts |
Programme d’entretien
Un entretien simple préserve la vis, les guidages et les surfaces de contact comme un vrai système de serrage de précision.
| Fréquence | Tâche | Pourquoi |
|---|---|---|
| Chaque équipe | Retirer les copeaux du lit de mors et des interfaces | Évite les défauts d’appui et les variations de serrage |
| Hebdomadaire | Inspecter les faces de mors; repérer chocs/usure | Protège l’état de surface et limite le glissement |
| Mensuel | Lubrifier légèrement les zones mobiles (selon atelier) | Moins de friction, serrage plus régulier |
| Trimestriel | Vérifier l’axe/offset via une routine rapide de palpage | Détecte la dérive progressive |
| Au besoin | Remplacer mors/cales; refaire les empreintes de mors doux | Grip fiable en production high-mix |
Workflow typique en 5 axes
Idéal pour pièces complexes (aéro, médical, moules): accès outil maximal et moins de collisions.
Ébauche
Mors crantés + serrage plus fort. Garder une longueur de prise sûre.
Finition
Passer en mors doux/plaquettes. Palper les cotes critiques.
Cas d’usage fréquents
- High-mix: changements rapides sans ré-indication.
- Pièces 5 axes: plus d’accès, moins de re-prises.
- Cellules automatisées avec palettes/point-zéro/robot.
- Parois fines: serrage contrôlé pour limiter la déformation.
Choisir le bon modèle
Taille, mors et interface: une checklist simple pour sécuriser la précision dès le départ.
Repères modèles
Selon encombrement, efforts de coupe et fréquence de changement.
| Modèle | Idéal pour | Notes |
|---|---|---|
| NT-S52P170V2 | Pièces compactes, dégagement 5 axes, tables rotatives légères | Faible masse, parfait pour des layouts multi-étaux |
| NT-S52P210V2 | Pièces plus grandes, coupe plus lourde, plus de course | Plus de force de serrage et une enveloppe plus large |
Envoyez plan + matière + tolérances: on propose mors et stratégie de prise.
À fournir pour un devis rapide
- Plage de tailles, matière, brut/fini
- Machine (3/5 axes) + interface (52/96 mm, etc.)
- Volume et fréquence de changement
- Projet d’automatisation (robot/pneumatique/hydraulique)
Lectures techniques
Contexte supplémentaire pour évaluer la tenue en 5 axes et les setups répétables.
Aide-mémoire: sélection • intégration • maintenance
Référence compacte, orientée atelier, pour choisir la bonne configuration, intégrer proprement à la machine/à l’automatisation et garder une répétabilité stable en production.
1) Sélection: choisir la bonne configuration
| Si votre priorité est… | Commencez par… | Pourquoi c’est utile |
|---|---|---|
| Changements rapides / production high-mix | Standardisez une interface (point zéro / ITS / 3R) sur vos machines et utilisez des plaques/palettes dédiées. | Permet la préparation hors machine et des changements en secondes avec peu de reprise d’origine. |
| Accès 5 axes et dégagement outil | Choisissez un profil bas et anticipez le dégagement (hauteur d’empilement, corps, accès clé). | Réduit les risques de collision et conserve la portée en cavités profondes. |
| Usinage sans surveillance / cellule robotisée | Ajoutez des confirmations (clamp-OK / présence pièce), une protection copeaux et une séquence de reprise. | Diminue les erreurs de chargement et fiabilise l’automatisation. |
| Ébauche lourde / efforts de coupe élevés | Augmentez les appuis et la rigidité (plus de points de serrage, base plus rigide, empilement plus court). | Limite la déflexion et protège l’état de surface. |
2) Intégration: à préparer avant l’installation
| Élément | Choix typique | Astuce pratique |
|---|---|---|
| Montage et références | Trame de fixation + pions / clavettes / arête de référence | Définissez un repère maître et gardez une palette/pièce étalon pour des contrôles rapides. |
| Énergies | Air propre et sec avec FRL; pression stable; (hydraulique/électrique si besoin) | Purger le FRL régulièrement et éviter les flexibles longs/restrictifs qui ralentissent l’actionnement. |
| Handshake de commande | M-codes/PLC I/O: clamp, unclamp, clamp-OK, défaut | Utilisez des temporisations et états sûrs; journalisez les signaux pour diagnostiquer les arrêts intermittents. |
| Validation process | Macro palpage / comparateur / contrôle première pièce | Fixez une référence de répétabilité après installation puis comparez chaque semaine. |
3) Maintenance: stabiliser la répétabilité
| Risque / usure | Symptôme précoce | Prévention / correctif rapide |
|---|---|---|
| Copeaux sur surfaces de référence | Décalage pièce, dérive de répétabilité | Soufflage + essuyage des portées; ajouter protections/air de nettoyage si nécessaire. |
| Joints/racleurs et glissières | Actionnement lent, fuites, serrage irrégulier | Contrôler régulièrement; limiter coolant/abrasifs; remplacer les pièces d’usure proactivement. |
| Visserie desserrée / portées abîmées | Désalignement, marques de vibration | Contrôle couple; utiliser des pions; ébavurer légèrement à la pierre (sans ‘usiner’ le repère). |
| Air/huile contaminé | Mouvement collant, alarmes en automatisation | Améliorer filtration/séchage; purger; prévoir un kit de rechange simple. |
Besoin de CAD/STEP, d’un plan de montage ou d’une recommandation pour votre pièce?
Contactez-nousDonnées Produit & Liste de Contrôle d'Évaluation
Les acheteurs comparent les étaux selon la précision, la plage des mors, le dégagement 5 axes et la rapidité du changement de configurations et de mors.
Spécifications clés
| Vise type | Étau autocentrant 5 axes pour automatisation & production haute variabilité |
|---|---|
| Objectif de précision | Typical machining targets around 0.02 mm (setup dependent) |
| Interface standard | Supporte les normes standard de broche 52/96 mm courantes (selon le modèle) |
| Options de mors | Mors à changement rapide ; styles de mors multiples pour différentes pièces |
| Plage de serrage | Définie par l'ensemble de mors ; configurable pour les familles de pièces |
| Compatibilité automatisation | Configurations compatibles pneumatique/robot disponibles |
Conseil : partagez le matériau de la pièce, le modèle de machine et le temps de cycle visé. Nous proposerons la configuration adaptée et des objectifs mesurables.
Compatibilité & normes
- Conçu pour l'accessibilité 5 axes : profil bas et dégagement d'outil amélioré.
- S'associe avec les systèmes point zéro à changement rapide pour réduire les changements d'accessoires.
- Supporte le serrage répétitif avec référence de centre cohérente pour les pièces symétriques.
Résultats mesurés (avant → après)
- Temps de réglage : moins d'étapes de reprise de référence lors du changement de taille de pièce dans une même famille.
- Réduction du rebut : moins de mauvais serrage et répétabilité de centrage améliorée.
- Usinage sans opérateur : serrage stable associé à des interfaces d'automatisation (en option).
Configuration de bridage
- Sélection de mors : mors dentelés/doux, mors escamotables ou mors personnalisés selon la géométrie de la pièce.
- Points de positionnement : définissez les datums et les caractéristiques anti-rotation pour les coupes à couple lourd.
- Workpiece plan: grip length and distortion control for thin walls.
Preuves Evidence & proof
amp; justification
- Dessin de mors/extrait CAO et diagramme de plage de serrage pour votre famille de pièces.
- On-machine photos of 5-axis clearance and toolpath access.
- Inspection excerpt: repeated clamp test and parallelism/runout checks.
Livraison Delivery & support
amp; support
- Examen de l'application : envoyez les dessins de pièces pour la recommandation de mors et la stratégie de serrage.
- Programme de mors de secours : ensembles de mors préparés pour un changement SKU plus rapide.
- Support : liste de contrôle de configuration et dépannage pour les problèmes de répétabilité.
Foire Aux Questions
Vos questions, nos réponses.
Comment le mécanisme autocentrant gère-t-il les pièces brutes ou asymétriques?
Notre étau est conçu avec une vis-mère de haute précision à compensation de jeu. Cela garantit que les deux mors appliquent une force égale et convergent parfaitement au centre, quelle que soit la forme initiale de la pièce. Pour les pièces brutes de fonderie ou forgées, nous recommandons nos mors griffes (striés), qui offrent une adhérence exceptionnelle, tandis que le mécanisme de centrage garantit que le centre théorique de la pièce est toujours aligné avec la broche de la machine.
Quelle maintenance aide à maintenir une précision de repositionnement inférieure à 0,02 mm?
Pour maintenir une précision optimale, nous recommandons un nettoyage quotidien simple pour éliminer les copeaux et le liquide de coupe de la vis-mère et des glissières des mors. Une application hebdomadaire d'une graisse légère haute pression sur la vis-mère (accessible via le graisseur) est conseillée. Le corps de l'étau est en acier à outils HRC 50-55 pour la durabilité, mais les surfaces de précision doivent être protégées des chocs. Une inspection régulière de l'intégrité des mors est également recommandée.
Cet étau peut-il être intégré à un système de serrage à point zéro, et comment se monte-t-il?
Oui, il est conçu pour une intégration transparente. La base de l'étau dispose de modèles de montage standardisés de 52 mm ou 96 mm (selon le modèle), ce qui le rend entièrement compatible avec nos propres systèmes point zéro et d'autres marques courantes. Cela permet des changements en moins d'une minute, réduisant considérablement le temps de réglage tout en verrouillant l'étau à la table de la machine avec une extrême rigidité et une répétabilité de ±0,002 mm.
Vous avez mentionné 'Prêt pour l'automatisation'. Quelles caractéristiques spécifiques soutiennent cela?
La préparation à l'automatisation implique plusieurs caractéristiques clés. 1) Le corps de l'étau comprend des rainures de serrage standardisées, permettant aux pinces robotiques de charger et décharger l'étau entier. 2) Il est compatible avec des modules d'actionnement hydrauliques ou pneumatiques pour un serrage/desserrage entièrement automatisé. 3) Sa compatibilité avec les systèmes point zéro est fondamentale pour le changement de palette automatisé.
Vais-je subir un soulèvement des mors lors du serrage d'une pièce?
Notre conception atténue spécifiquement le soulèvement des mors. Le mécanisme de l'étau comprend un composant angulaire qui tire les mors vers le bas, vers le lit de l'étau, lorsque la force de serrage est appliquée. Cet effet "pull-down" (traction vers le bas) garantit que la pièce est assise à plat et en toute sécurité, empêchant le soulèvement et les vibrations, ce qui est crucial pour obtenir des tolérances de haute précision et des finitions de surface supérieures.
Convient-il aux amateurs ou uniquement aux professionnels?
Aux deux. Les amateurs apprécient la simplicité de l’autocentrage et la répétabilité. Les ateliers pro profitent d’une forte force de serrage, d’une grande rigidité et d’une précision stable pour CNC et 5 axes. Donnez-nous votre machine et la taille de la pièce, et nous recommanderons le bon modèle et les bons mors.
Les plaquettes de mors sont-elles remplaçables en cas d’usure?
Oui. Les plaquettes sont conçues comme des pièces d’usure remplaçables. Vous pouvez les changer lorsque la surface de serrage est usée ou pour passer à un autre type de mors (lisse/strié/mors doux) afin de conserver un serrage constant et de protéger la pièce.
Qu’est-ce qui provoque un serrage irrégulier et comment corriger?
Le plus souvent: copeaux/saletés sur les faces des mors, vis contaminée, ou type de mors inadapté à une surface brute. Nettoyez les surfaces, lubrifiez selon la notice, et choisissez le mors adapté. Si le problème persiste, envoyez une photo: nous vous aidons à diagnostiquer.
Est-il compatible avec les machines CNC?
Oui. Il est conçu pour les environnements CNC, y compris les configurations 5 axes. Il permet un positionnement répétable, un serrage rigide et des options de montage courantes (montage sur base, intégration palette/point zéro selon le modèle).
Ressources & Téléchargements
Catalogue, plans et support CAD pour évaluer votre projet
Demandez le catalogue complet de l’étau auto-centrant, partagez les données de votre machine et de votre pièce, et obtenez la bonne recommandation de dimensionnement avant la mise en place.
Demander le catalogue produit
Recevez les pages catalogue couvrant la gamme de modèles, les options de mors, la plage de serrage et les combinaisons courantes avec les plateformes 52 / 96 mm.
Demander les fichiers CAD 3D (STEP)
Envoyez le modèle de machine, l’enveloppe de pièce, la matière et si l’étau sera monté sur une plaque zéro point afin que notre équipe puisse identifier plus vite les bons fichiers STEP.
Demander les fichiers CAD 3D (STEP)Produits Associés
Système de Serrage à Point Zéro
Réalisez des changements rapides avec une répétabilité de ±0,002 mm, augmentant l'efficacité de la production.
Voir les Détails →Mandrin Série E
Mandrin polyvalent et précis pour une large gamme d'applications de tournage.
Voir les Détails →Changeur de Palettes Automatique
Rationalisez votre flux de travail avec des changements de palettes automatisés pour une production continue.
Voir les Détails →