The Pain Points of Lang'an Precision Before Transformation
Lang'an Precision specializes in producing high-precision components for automotive engines and aerospace applications. Prior to partnering with Nextas, its automation efforts were hindered by outdated workholding tools, leading to three critical challenges:
- Manual Loading/Unloading Bottlenecks: The factory relied on manual operation of traditional vises for workpiece clamping. Each workpiece required several minutes of manual alignment, clamping, and tool setting, and a single operator could only manage a limited number of machining centers. This made 24/7 unmanned production impossible.
- Long Setup Downtime: Switching between different workpiece types required disassembling the old vise, recalibrating the machine’s coordinate system, and reinstalling a new clamping tool. This process often took more than an hour per changeover, resulting in machining center utilization rates as low as 60%.
- Unstable Clamping Precision: Traditional vises had a repeat clamping accuracy of only ±0.05mm, failing to meet the ± 0.02 mm precision requirement for high-end automotive and aerospace parts. This inconsistency led to a product qualification rate of just 92%.
Why the Nextas Self-Centering Vise Is the Core of Automation
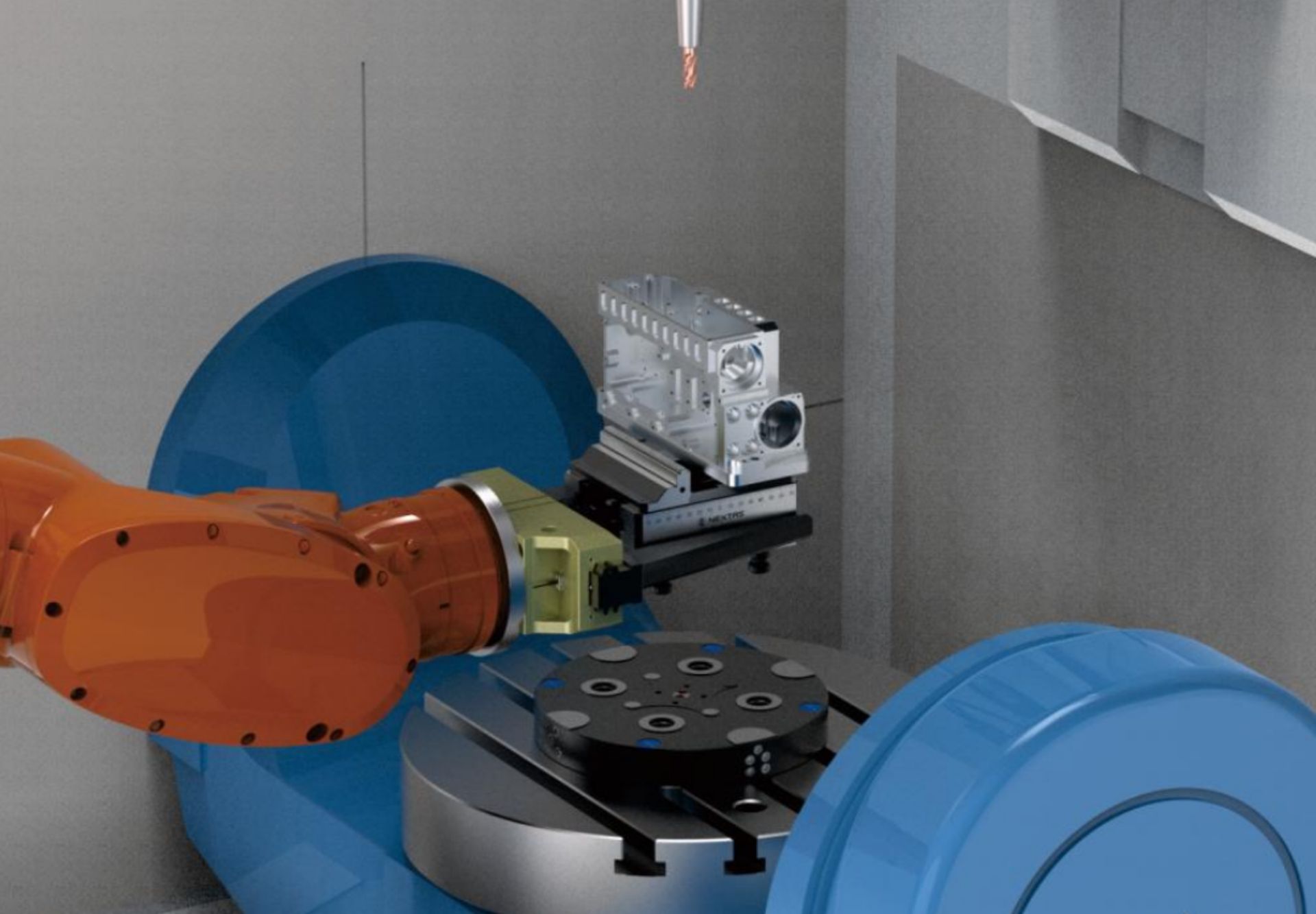
The Nextas High-Precision 5-Axis Self-Centering Vise is engineered specifically for automated workflows, serving as the critical link between robotic arms and zero-point systems. Its key advantages include:
- Smooth Automation Compatibility: The vise features standardized side clamping grooves designed to match robotic arm grippers. An M5 threaded hole allows for RFID chip installation, enabling the system to automatically identify workpiece types and vise models.
- Superior Repeatability: Driven by a sealed high-precision lead screw, the vise delivers a repeat clamping accuracy of ≤ 0.02 mm—exactly meeting the precision demands of high-end parts manufacturing.
- Zero-Point System Compatibility: The vise’s base is equipped with locating pull studs that align with standard zero-point clamping systems, reducing installation time from hours to just a few minutes.

How Lang'an Precision Achieved a 30%+ Efficiency Leap with the Nextas Solution
After integrating the Nextas Self-Centering Vise with a robotic arm and Nextas zero-point plate, Lang'an Precision’s production line underwent a transformative upgrade:
- 24/7 Unmanned Operation: The automated workflow runs continuously without manual intervention. Single-machine daily output increased from 48 to 60 pieces (a 25% rise), and the factory reduced labor on the line from 6 workers to 2 (a 67% labor cost cut).
- Setup Time Reduced to 8 Minutes: With offline pre-setup, setup time dropped from 1.5 hours to 8 minutes, boosting machining center utilization from 60% to 85%. Monthly output rose from 12,000 to 16,000 pieces.
- Qualification Rate Reaches 99.2%: The vise’s ± 0.02 mm accuracy eliminated workpiece displacement. For automotive engine crankshafts, the qualification rate jumped from 92% to 99.2%, translating to monthly savings of $43,200 on crankshaft production alone.
In total, Lang'an Precision’s production efficiency increased by 32%, exceeding initial expectations. The factory has since expanded the solution to 12 machining centers and integrated it with its MES system for intelligent production scheduling.
Conclusion
For manufacturers aiming to build unmanned workshops, the Nextas integration solution is more than a tool upgrade—it’s a shortcut to enhanced efficiency and precision. To customize your automated workholding plan or access CAD files for the Nextas Self-Centering Vise, contact the Nextas team today.