When buyers compare zero-point clamping plates, they often focus on the headline benefits first: faster setup, cleaner modularity, and easier fixture transfer. Those matter. But long-term performance is usually decided by something less flashy—the way the plate handles wear after hundreds or thousands of clamping cycles.
That is where hardness becomes important. Hardness does not only affect whether a plate feels “strong.” It affects how the locating surfaces resist deformation, how well pull-down behavior stays consistent over time, and whether the system continues to return to the same reference position after repeated use in a real production environment.
55–58 HRC Hardness: The Backbone of Durability
The existing Nextas product story around this plate family emphasizes a hardness window of 55–58 HRC. That range is important because it balances two competing needs: strong wear resistance for repeated clamping, and enough toughness to avoid becoming too brittle in demanding machining conditions. If hardness is too low, the interface wears early. If hardness is too high without enough toughness, the part can become more vulnerable to cracking or chipping under abuse.
In a zero-point system, the interface is not a decorative surface. It is the part of the workholding chain that must stay geometrically trustworthy over time. Once the interface starts wearing unpredictably, the practical effect is not just cosmetic wear—it becomes changeover inconsistency, unexpected pull-down behavior, and more time spent proving the setup again.
Why Hardness Matching Protects Plate Precision
Durability is not only about the plate body itself. It is about how the plate, spigot, pull stud, and locating surfaces share wear. The page’s current technical explanation uses a deliberate hardness difference, with the pull stud set softer than the plate, so the easier-to-replace component takes wear first. That strategy is sound because it protects the harder, more critical interface instead of allowing damage to accumulate where recovery is more expensive.
For buyers, this matters because it changes maintenance from a major precision problem into a manageable consumable strategy. Replacing an accessory component on schedule is cheaper and less disruptive than letting a high-value base plate drift out of condition.
- Plate hardness protects the reference interface.
- Controlled wear on mating components makes maintenance more predictable.
- System-level thinking preserves repeatability better than chasing hardness on one part alone.
How Durability Protects Repeatability Under Production Load
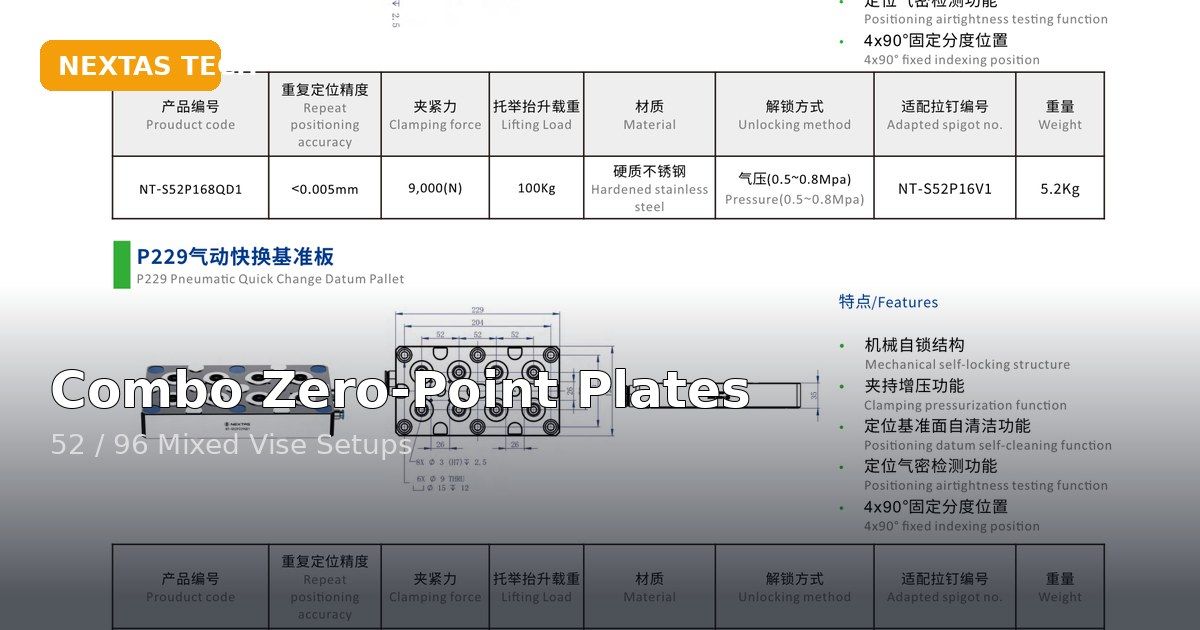
Repeatability is the real business outcome. In the current Nextas catalogue, the pneumatic quick-change datum plate system is tied to repeat positioning accuracy below 0.005 mm, clamping forces above 20 kN on larger models, lifting load up to 330 kg, maximum clamping load up to 800 kg, and 52 mm / 96 mm standard hole-distance logic for modular compatibility. Those numbers matter because they show that the plate is expected to perform as a structural, repeatable interface—not merely as a convenience accessory.
From a production standpoint, durability supports repeatability in three ways:
- Stable locating faces reduce setup drift across repeated clamping cycles.
- Consistent pull-down behavior helps the vise, pallet, or fixture return in the same way each time.
- Better long-term geometry retention lowers the chance that minor wear turns into scrap, rework, or extra proving time.
That is especially relevant in shops with frequent fixture swaps, unattended production, or machine groups sharing the same modular workholding standard. In those environments, durability has a direct effect on labor efficiency and confidence in repeat jobs.
Maintenance Rules That Keep Hardness Benefits Real
Hardness helps, but it cannot compensate for poor daily discipline. Even a durable plate will lose performance faster if chips are trapped on the locating interface, coolant residue is allowed to build up, or worn spigots are left in service too long. Shops that want long service life should treat the zero-point interface like a precision reference surface, not like a rough mounting pad.
| Maintenance point | Why it matters | Good practice |
|---|---|---|
| Interface cleanliness | Chips can mimic wear by lifting the locating surfaces. | Use air cleaning and wipe critical faces every changeover. |
| Spigot / pull stud wear | Consumable parts should absorb wear before the base does. | Inspect regularly and replace on schedule. |
| Clamp loading discipline | Improper use can damage even hardened interfaces. | Match the plate size and load rating to the job. |
| Coolant and corrosion control | Residue and corrosion degrade contact quality. | Clean and protect idle fixtures before storage. |
How Hardness Lowers Total Cost of Ownership
For procurement teams and production managers, hardness only matters if it changes the financial picture. It does—because a more durable plate keeps precision stable longer, reduces the frequency of corrective maintenance, and lowers the risk that changeover time starts creeping back into the process. In other words, durability protects the original reason the zero-point system was purchased in the first place.
- Longer service life means fewer plate replacements.
- Better repeatability retention means less proving time on repeat jobs.
- Predictable wear strategy keeps maintenance focused on lower-cost components.
- Higher confidence in modular transfer supports multi-machine standardization and automation planning.
If your team is evaluating a new zero-point standard, ask not only about setup speed, but also about hardness strategy, mating-part wear, cleaning features, and how the system protects repeatability after long-term use. That is where lifetime value is decided.