Nextas has been building workholding and automation solutions since 2009, but for most buyers the more practical question is not company age alone. The real question is whether a supplier can combine repeatable products, application engineering, and custom fixture support into one workflow that fits your machines, tolerances, and production goals.
This page gives a compact overview of where Nextas fits in a modern CNC environment: modular zero-point systems for faster changeovers, self-centering vises for stable multi-side machining, and custom pneumatic or hydraulic fixtures when standard workholding is no longer enough. It is written for teams comparing suppliers, not just browsing catalogs.
- For procurement: understand product range, quality control, and customization capability.
- For process engineers: see where standard workholding ends and custom fixture design begins.
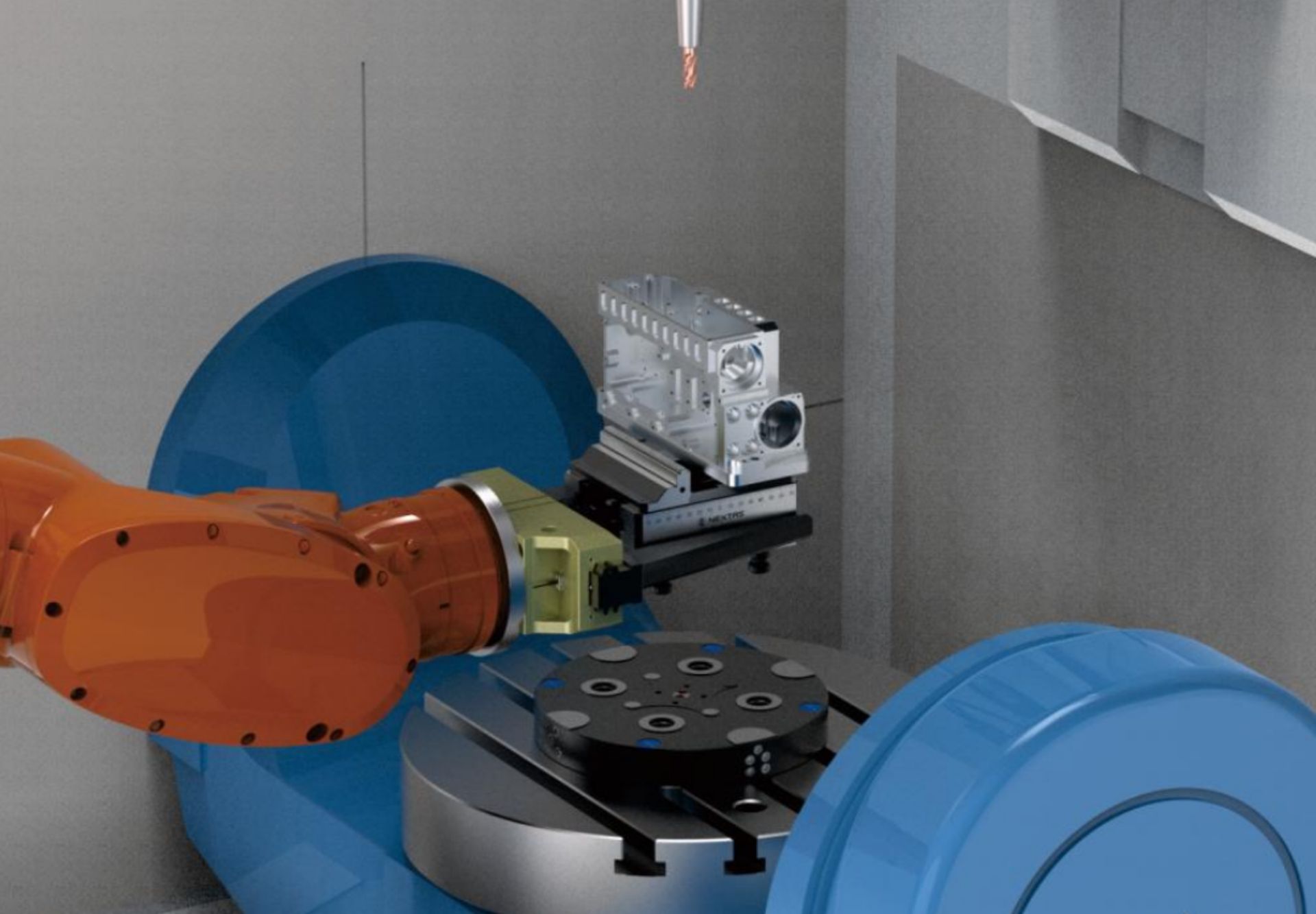
- For automation projects: assess whether the supplier can support pallets, robots, and lights-out production.
If you are shortlisting vendors for a new machining cell or a fixture standardization project, the comparison guide and FAQs below will help you judge fit more quickly.