
Start with the part: geometry, access, and distortion risk
A 5-axis vise should be selected around the part first, not the product brochure first. Thin walls, deep pockets, awkward tool approach angles, and unfinished raw stock all change what the right vise looks like. Good selection starts with geometry, access, and how much distortion risk the part can tolerate.
Before comparing brands, define the part envelope, grip zone, raw-stock condition, and the minimum tool clearance you need after the workpiece is seated. That usually eliminates the wrong vise sizes faster than any catalog comparison.
Selection checklist: jaw width, stroke, height, and mounting strategy
- Low profile with enough body stiffness: compact is good, but only if the vise still keeps the workpiece stable under the intended cutting load.
- Stroke that matches the real part family: do not size only for the largest part if it weakens support for the most common parts you run.
- Mounting strategy: confirm whether the vise sits directly on the table, on risers, or on a zero-point plate because that decides the real Z-height budget.
- Repeatable centering: synchronized jaw movement matters most when the job needs predictable datum transfer from one setup to the next.
Choose jaw style and grip depth by part condition
The jaw set often decides whether a 5-axis vise feels precise or frustrating. The same vise body can behave very differently on rough forgings, thin-wall aluminum, or round stock if the contact strategy is wrong.
| Part condition | Recommended jaw strategy | Why it works |
|---|---|---|
| Rough castings or forgings | Serrated jaws with longer grip length | Improves bite on uneven stock and helps resist slip during roughing. |
| Thin-wall aluminum or cosmetic surfaces | Machined soft jaws with controlled contact area | Spreads force more evenly and reduces jaw marking or distortion. |
| Round bars or shafts | V-jaws or V-block style soft jaws | Keeps the centerline more predictable for multi-side machining. |
| Symmetric prismatic parts | Standard jaws with locating step or stop | Speeds up repeat loading and reduces operator variation. |
When to add risers, soft jaws, or dovetail support
Add risers when you need extra tool access around the lower half of the part, but only after checking whether the extra height hurts rigidity. Use soft jaws when the part surface or wall thickness makes standard jaws too aggressive. Dovetail support becomes attractive when you need extreme access and are willing to dedicate material stock for gripping.
- Risers: useful for deeper tool approach, but keep them as short as possible.
- Soft jaws: the safest choice for finished surfaces, thin walls, and repeat part families.
- Dovetail support: best when you need maximum 5-axis access and can design the sacrificial grip feature into the blank.
Common buying mistakes in 5-axis workholding
A common buying mistake is choosing the lowest-profile or highest-force option without checking real part behavior. Clearance, chip evacuation, jaw contact area, and compatibility with your pallet or probing routine often matter more than the headline clamp-force number.
- Oversizing the body: extra vise mass can steal clearance without adding real value for the part family you run most.
- Ignoring jaw strategy: many grip problems come from the wrong jaw style, not the wrong vise brand.
- Skipping the zero-point height check: a vise that works on the table may become a collision risk on a pallet system.
- Buying for one part only: the best choice usually matches a repeat family of parts, not a single ideal sample part.
Final recommendation: match the vise to the part family, not the brochure
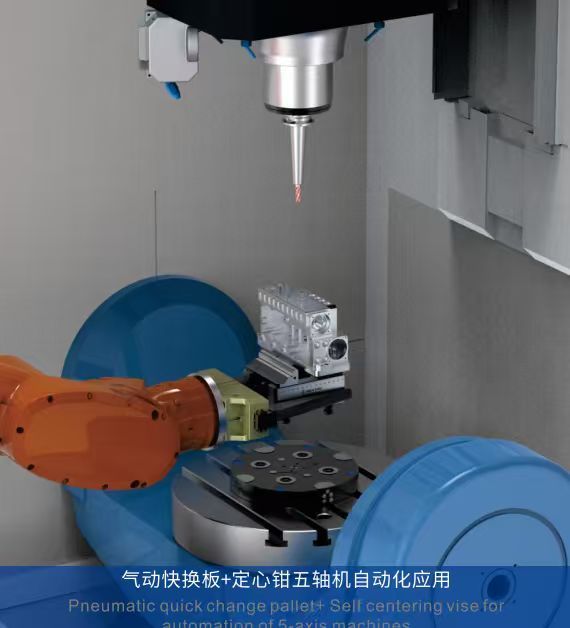
The best 5-axis vise is the one that fits the way your shop actually machines a family of parts: access needs, jaw-change frequency, support method, and whether the setup must later scale into zero-point or automation workflows.
Need a sizing review?
Send the part envelope, material, and target grip faces
We can help you narrow down vise size, jaw strategy, and whether a zero-point base makes sense before you spend money on the wrong 5-axis stack.





